الخراطة في الموقع
بعد أكثر من 27 عاما من الخدمة في الظروف القاسية لمصانع الصلب، يحدث تآكل شديد لهذه المرتكزات ويصبح الجانب السفلي من أقطارها غير متساو، مما يؤدي إلى صعوبة الصب بسلاسة. يتمثل أحد الحلول في استبدال مرتكزات صب الفولاذ القوية، ولكن أوقات التسليم الممتدة وضرورة إزالة جميع البطانات المقاومة للحرارة للوصول إلى ما يزيد على 250 مسمارا قطر 38 مم، ومسامير البرشمة البالغ طولها 300 مم والتي تثبت كل مرتكز في المغرفة، أدت إلى استبعاد هذا الخيار. هناك تكلفة كبيرة وأوقات توقف عن العمل يجب مراعاتها.
في الأعمال التي تمت بمصنع كورس بورت تالبوت، تم التغلب على المشكلة من خلال إصلاح وتجديد المرتكزات إلى أقطارها الأصلية باستخدام تقنيات الخراطة والعزل في الموقع. قامت شركة Metalock Engineering بتنفيذ هذا العمل، وقد قامت حتى الآن بإصلاح ثمانية عشر مغرفة صب مستخدمة في المصنع. لم تحدث أي زيادة في زمن توقف مغارف الصب عن العمل نظرا لجدولة الإصلاحات بحيث تتم في نفس توقيت صيانة البطانة الحرارية للمغرفة.
بالإضافة إلى المرتكزين الرئيسين، هناك مرتكزان معادلان على كلا الجانبين، يستخدمان لإمالة مغارف الصب بمقدار 90 درجة أثناء وجودها في مناطق الصيانة، للعمل على البطانات الحرارية عادة. هذه المرتكزات الإضافية، المثبتة في امتداد وصلة المرتكز الرئيسي من خلال ألواح طرفية ملحومة، تتعرض أيضا للتآكل وتحتاج إلى الاستبدال.
عملية Metalock
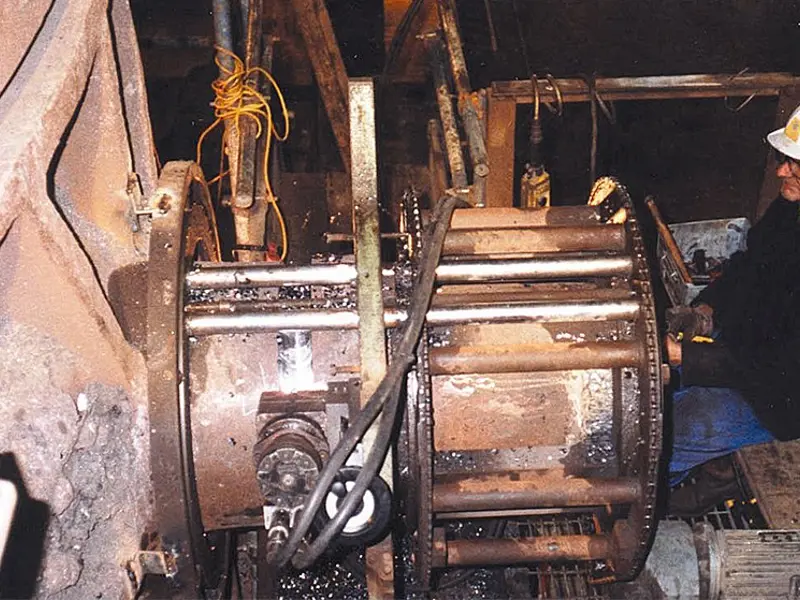
بدأت سلسلة العمليات التي قامت بها Metalock بالقطع باللهب للوح الأمامي المثبت للمرتكزين الإضافيين وإزالة اللحام من كلا اللوحين باستخدام القوس الكهربائي. وبذلك لم يتبقى سوى المرتكز الرئيسي قطر 560 مم والوصلة الخاصة به والبالغ قطرها 406 مم لإجراء الخراطة. بعد ذلك تم تركيب ماكينة تفريز مدارية من خلال أداة تثبيت في الوصلة وتم خراطة المرتكز إلى قطر 510 مم على الطول الكامل له البالغ 356 مم، بحيث يصبح قطر الركن الداخلي 22 مم. . تم استبدال جهاز التفريز بأداة خراطة أدت إلى وصول القطر النهائي للمرتكز إلى 500 مم.
تم بعد ذلك عكس أداة التثبيت بحيث تكون على المرتكز الذي تمت خراطته حديثا لمسح وتصغير قطر الوصلة من خلال الخراطة، بحيث ينخفض القطر من 406 مم إلى 400 مم فقط. ومن ثم أصبح جاهزا لتركيب الألواح الطرفية الجديدة والمرتكزات الإضافية. وقبل تركيبها، تم تركيب حلقة انكماشية EN14a قياس 570 مم على قاعدة عمود الدوران البالغ قطره 500 مم وتم خراطتها لتصل إلى قطر 560 مم.
استخدام ماكينة تفريز مدارية لإزالة المواد من المرتكز الرئيسي أدى إلى توفير الوقت ووصول عملية الخراطة النهائية إلى مظهر جيد. ماكينة التفريز المدارية تدور باستخدام محرك يعمل بالتيار المستمر يتيح التحكم المتغير في السرعة، فيما يعمل رأس التفريز باستخدام محرك هيدروليكي.