ケーシングの改造を行うには、現場で加工するのが最もコスト効率が良いと判断されました。
従来の後付けアップグレードは、既存のインナーモジュールをブレードの列を増やしたものに交換する方法です。しかし、このタービンケーシングは設計上、大型のブレードキャリアに対応させるために改造する必要があった。ケーシングの改造を行うには、現場で機械加工するのが最もコスト効率が良いと判断されたのです。タービンを完全に解体することも考えられますが、時間とコスト、そしてアスベストの安全衛生上の必要性から、これを断念しました。メタロックエンジニアリングは、複雑な機械加工を行うために必要な設備と専門知識を持ち合わせていました。
そこで同社は、より大きなブレードセットに対応させるために、ケーシングをどのように加工するのがベストなのかを検討することになりました。新しいブレードキャリアに対応させるために、さまざまな面や直径を機械加工する必要がありました。ブレードキャリアは、半分に3分割され、中央を中心に鏡面加工されています。つまり、1台のタービンに12枚のブレードキャリアがあるわけです。
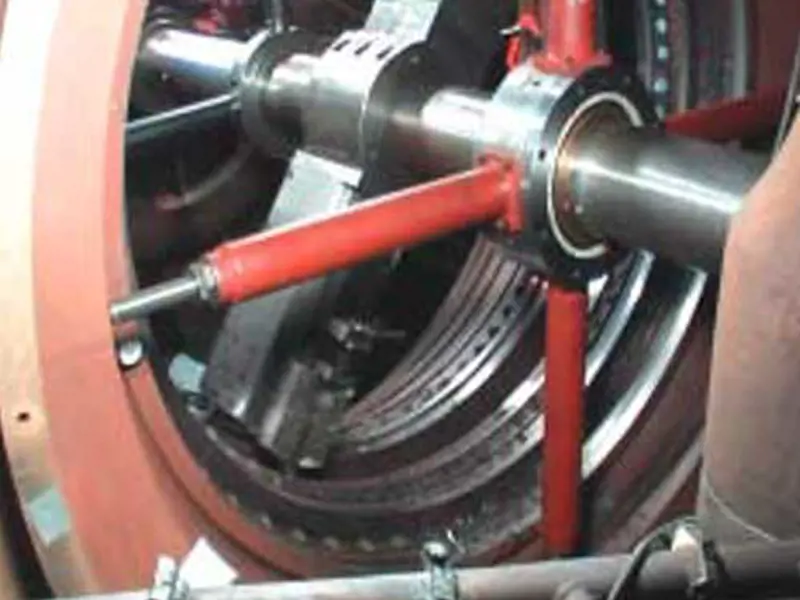
時間短縮のため、メタロックエンジニアリングは、自社で設計・製造した2本のボーリングバー(長さ6m、直径250mm)を使用して、一度に2つのケーシングを加工するプログラムを考案し、。
時間短縮のため、メタロックエンジニアリングは、自社で設計・製造した長さ6m、直径250mmのボーリングバー2本を用いて、一度に2つのケーシングを加工するプログラムを考案しました。これを下部ケーシングの中に大まかに設置していきました。その後、上部ケーシングをボルトで仮止めし、LPケーシングの両端にあるデータム径にボーリングバーを設置してロックしました。各ボーリングバーには、それぞれ独立した駆動用ギアボックスが設置されていました。加工条件は、直径1900mm~3.5mで±0.5mm、アキシアル限界は±0.2mm~±0.3mmでした。新しいスタティックブレードキャリアのプロファイルは、正確にカットされたフェース、ショルダー、面取りを持つ円形スロットであることが要求されました。2つのケーシングが完成すると、ボーリングバーの1本は3号機に移され、この作業を繰り返すために設置されました。
メタロックが設計したブリッジドリルリグを使用して、すべてのブレードキャリアスロットの下死点位置にドリル加工、ネジ切り、ザグリを行い、ラジアルロケーションキーを入れて固定キャリアの空転を防止しました。
採用された技術は初めてのもので、かなりの学習が必要でしたが、メタロックエンジニアリングは先方の満足のいく形で要件を実現することができました。