現場での機械加工
製鉄所という過酷な環境で27年間稼働していると、トラニオンの摩耗が激しくなり、直径の半分の下側に凹凸ができ、スムーズな注入ができなくなるのです。この堅牢な鋳鋼トラニオンを交換するという案もありましたが、納期がかかることと、各トラニオンを取鍋に固定している直径38mm、長さ300mmの250個以上のリベットにアクセスするために、耐火物ライニングをすべて剥がす必要があることから、除外されました。コストやダウンタイムという重大な要素も考慮しなければなりません。
Corus社sのポートタルボット工場では、現場での機械加工とスリーブ加工技術を使い、トラニオンを元の直径に戻すことで問題を克服しました。この工事はメタロックエンジニアリングが請け負い、工場で使用されている18基の注入取鍋を修理しました。修理は取鍋の耐火物ライニングのメンテナンスと同時に予定されているため、取鍋のダウンタイムが延びることはありません。
メイントラニオンのほか、両側に2つの補助的なオフセットトラニオンがあり、耐火物ライニングの作業など、メンテナンスピットで取鍋を90度まで傾けるのに使用します。これらの補助装置は、メイントラニオンのスピゴットエクステンションに溶接されたエンドプレートで固定されていますが、これも摩耗するため交換が必要でした。
メタロックのプロセス
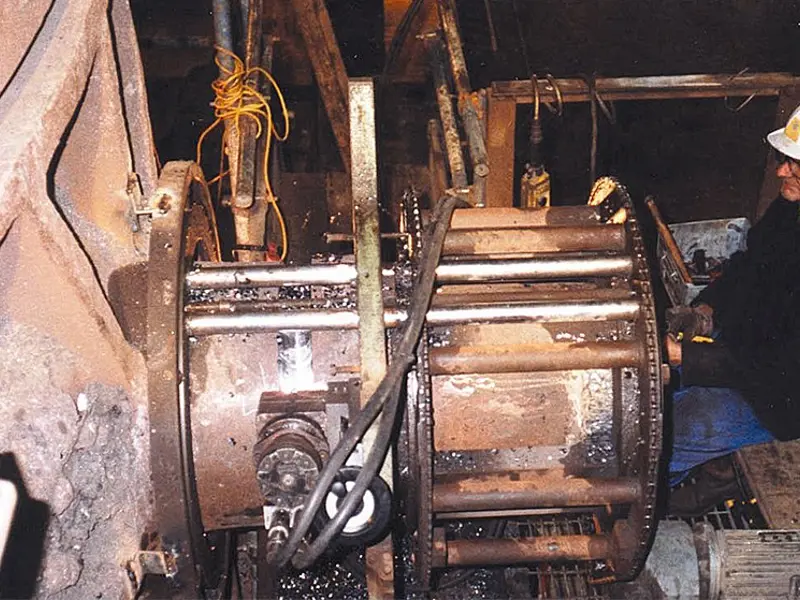
メタロックは、まず2つの補助トラニオンを支える前板をフレームカットし、両板の溶接をエアアークで除去するという一連の作業を行いました。これにより、直径560mmのメイントラニオンと直径406mmのスピゴットが機械加工用に確保されました。そして、特別設計されたオービタルフライス加工マシンをスピゴットに固定し、内角に22mmの半径を残して、356mmの全長を直径510mmにフライス加工しました。このフライス加工マシンを旋削加工用の工具に交換し、トラニオンを500mmまで旋削して仕上げました。
その後、固定具を反転させて新たに加工したトラニオンに取り付け、スピゴットの直径を406mmから400mmに縮小して旋削しました。これで、新しいエンドプレートと補助トラニオンを取り付ける準備が整いました。ただし、これらを取り付ける前に、直径500mmのスタブシャフトに直径570mmのEN14aのリングを焼き嵌めし、直径560mmまで旋削して仕上げました。
メイントラニオンの削り出しにオービタルフライス加工マシンを使用することで時間を短縮し、最後の旋削加工で良い仕上がりになりました。オービタルフライス加工マシンはDCモーターで回転し、可変速であり、ミリングヘッドは油圧モーターで駆動します。