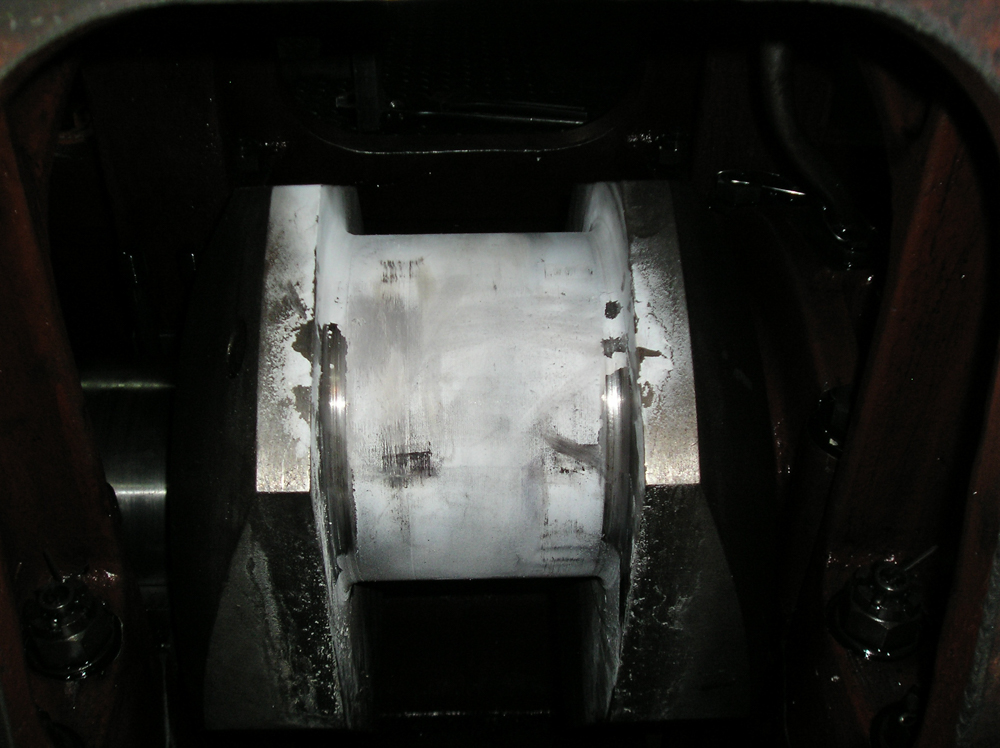
クランクピンジャーナル径の熱影響
「焼きなまし」プロセスが必要か否かはお客様によりますが、このプロセスは多くのお客様の要請を受けて開発されました。焼きなましの目的は、損傷または熱影響を受けたクランクピンジャーナル径の硬度を低くすることにあります。それが適用できるのは、高周波焼き入れまたは窒化によって表面を硬化させていない鍛鋼を使って作られた一体成形の鍛造クランクシャフトだけに限られます。
熱処理を行う前に、理想的には焼き戻しプロセスを含む材料仕様を確認して、使用される焼きなまし温度が元の焼き戻し温度を超えないようにする必要があります。焼きなまし後の焼きなまし部分の表面硬度は、元のエンジンメーカーによって指定された範囲内である必要があります。
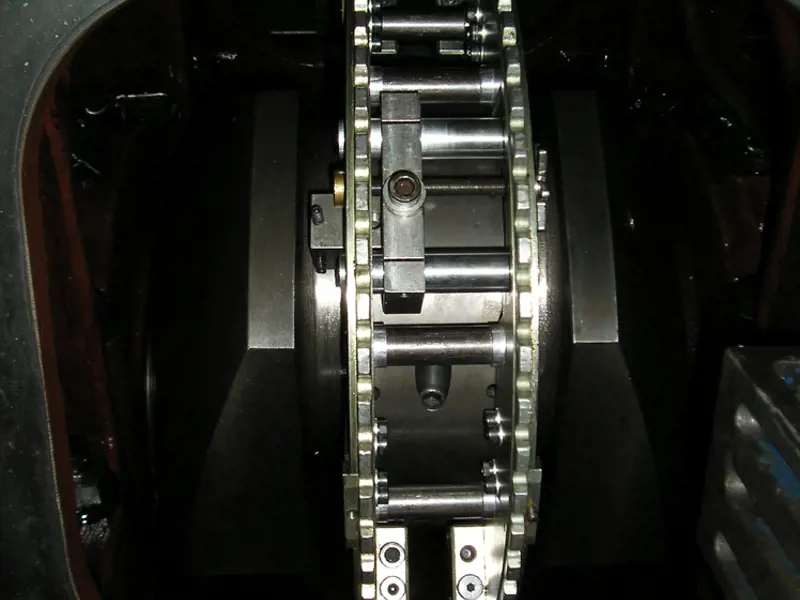
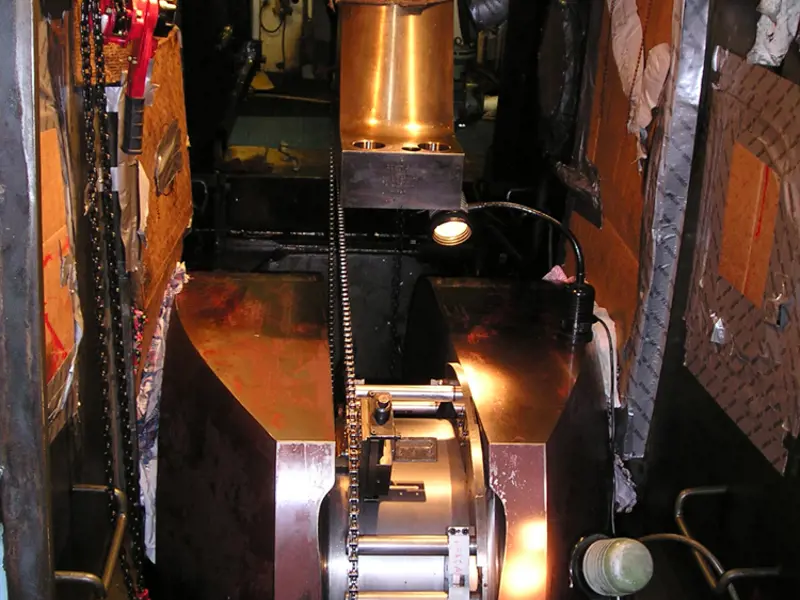
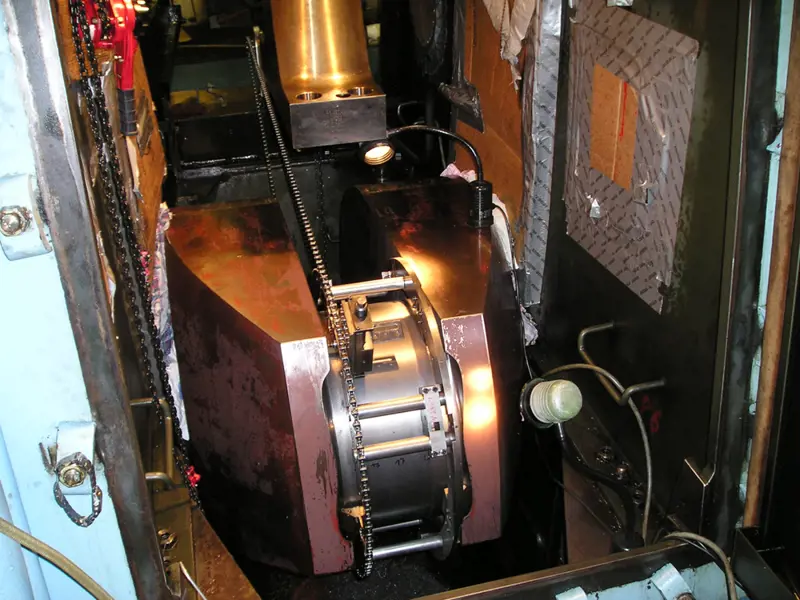
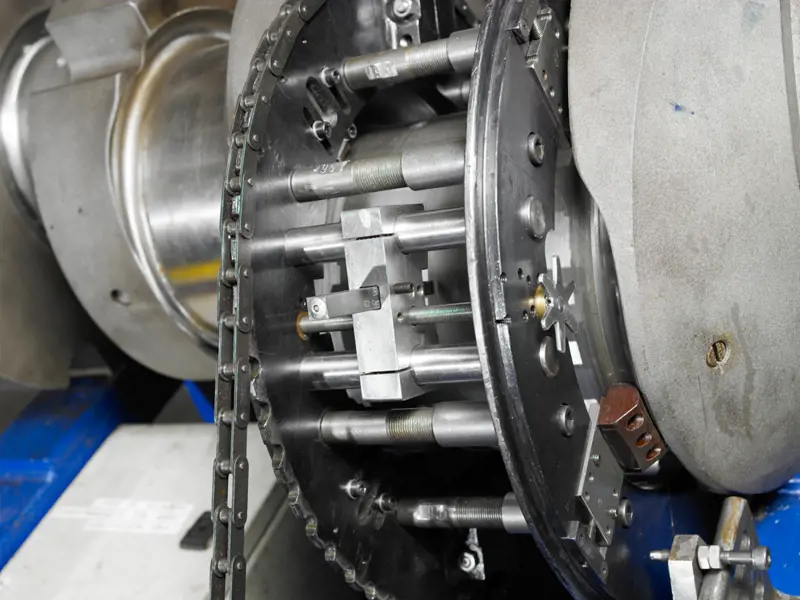
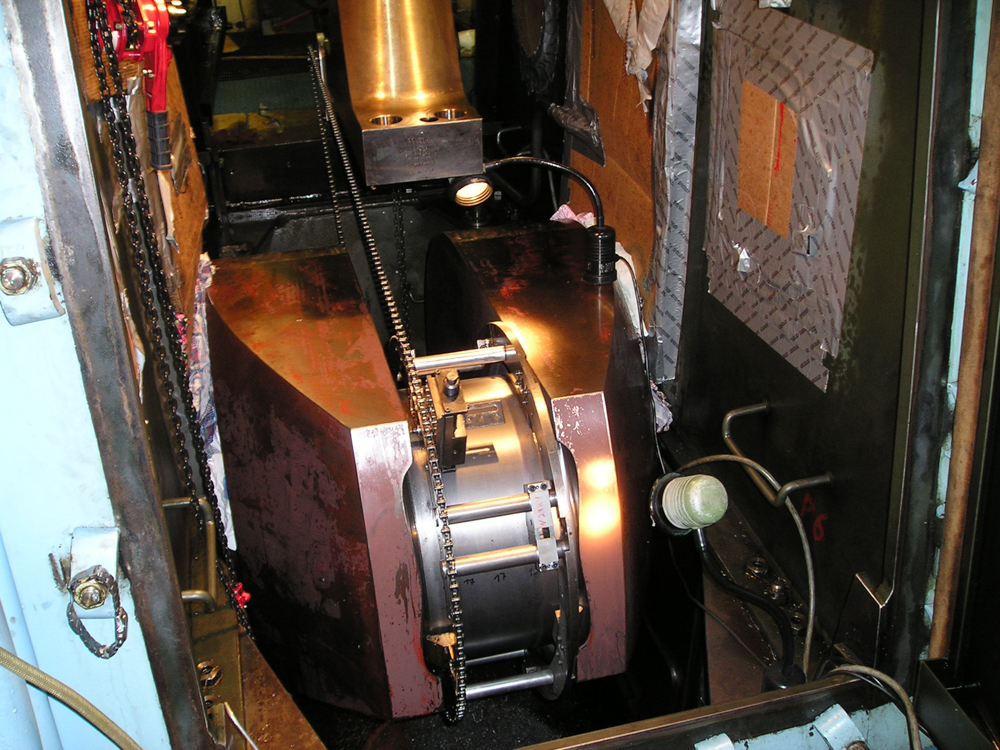
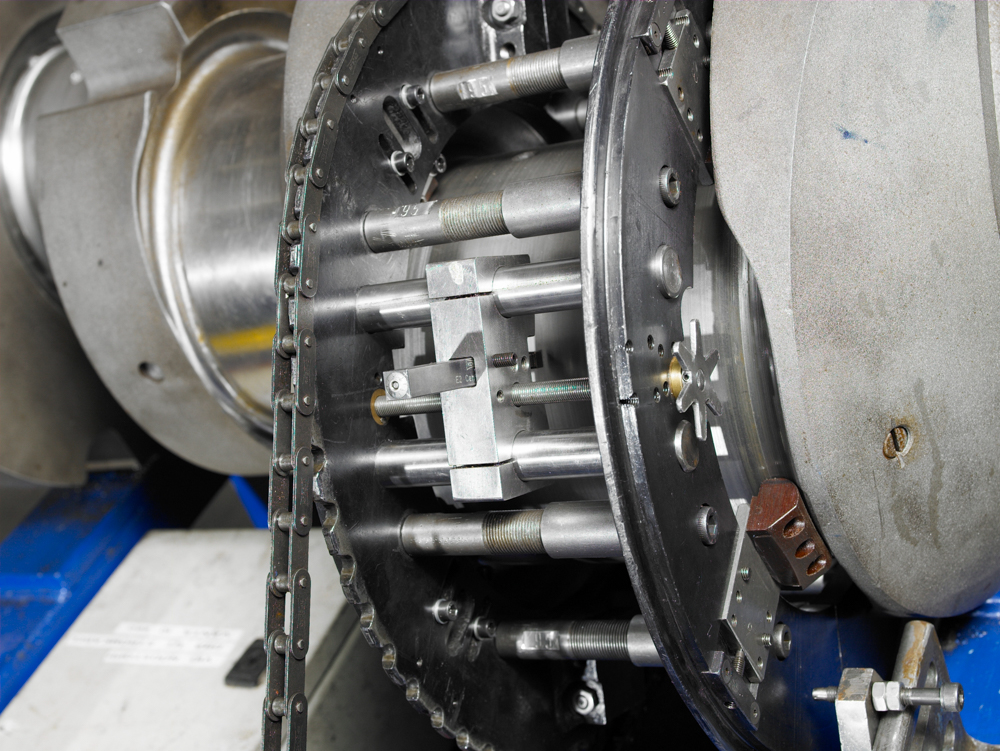
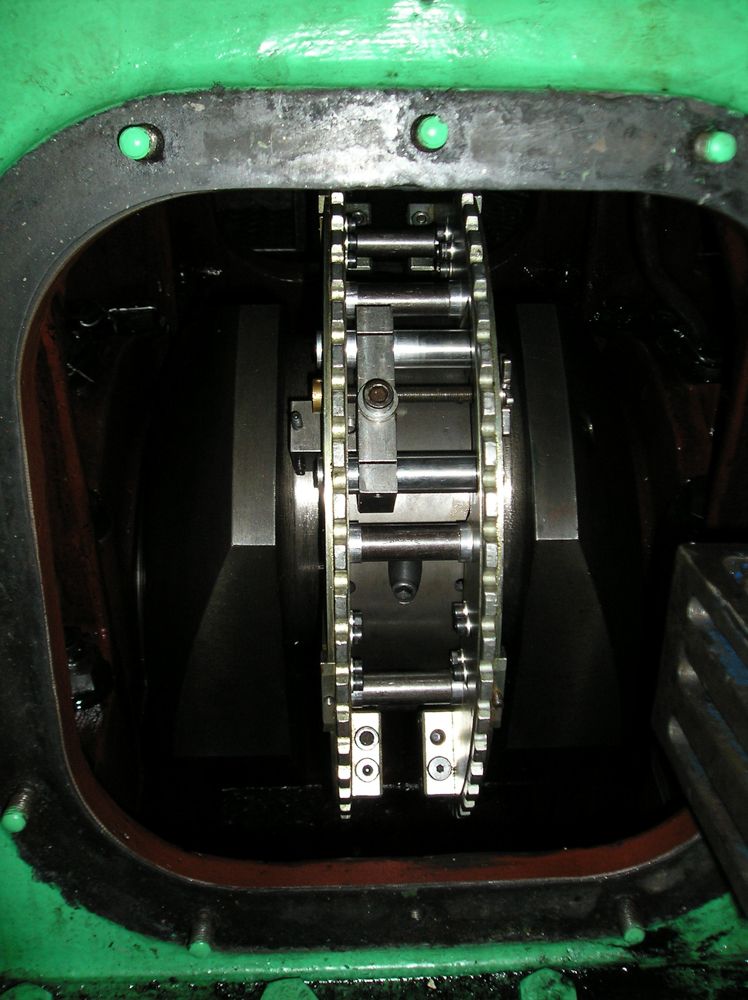
クランクピンの機械加工
すべてのクランクシャフトの再機械加工は、Metalockエンジニアリングのプロセス記述「クランクピンの機械加工」に準拠し、元のエンジンメーカーの許容値内の十分な表面仕上げを得ることができます。最終検査の項目には、磁粉探傷検査、表面硬度、寸法、振れ、表面仕上げ、クランクウェブの偏向が含まれます。
すべての測定値は、お客様の品質記録として記録し、報告いたします。