필요한 케이싱 업그레이드를 수행하는 가장 비용 효율적인 방법이 현장 가공이라는 결론에 도달했습니다.
전통적인 개장 업그레이드 방법은 기존의 내부 모듈을 추가 블레이드 열이 있는 모듈로 교체하는 것이었습니다. 그러나 설계상의 문제로 인해 더 큰 블레이드 캐리어를 장착하려면 터빈 케이싱을 변경해야 했습니다. 필요한 케이싱 업그레이드를 수행하는 가장 비용 효율적인 방법이 현장 가공이라는 결론에 도달했습니다. 대안은 터빈을 완전히 분해하는 것이었지만 시간과 비용, 석면의 유해성 그리고 안전 요구사항 때문에 이 방법은 배제되었습니다. Metalock Engineering은 복잡한 가공 작업을 수행하는 데 필요한 장비와 전문 기술을 보유하고 있었습니다.
Metalock Engineering은 더 큰 블레이드 세트를 장착할 수 있도록 케이싱을 가공하는 최상의 방법을 논의하자는 요청을 받았습니다. 새로운 블레이드 캐리어를 장착하기 위해 다양한 면과 직경을 가공해야 했습니다. 블레이드 캐리어는 각 절반에 각각 3개의 섹션으로 구성되며 중심을 기준으로 대칭입니다. 따라서 각 터빈에는 12개의 블레이드 캐리어가 있습니다.
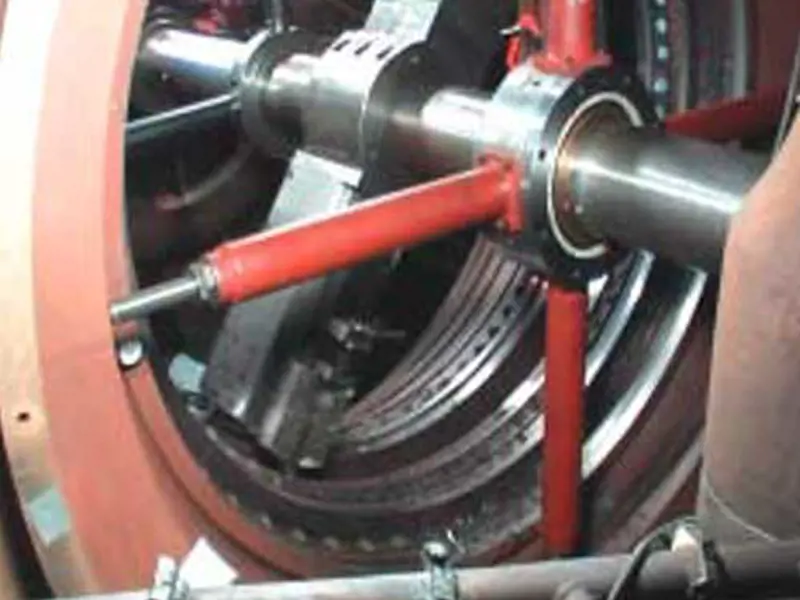
Metalock Engineering은 시간을 절약하기 위해 직접 설계하고 제조한 길이 6미터, 직경 250mm의 보링 바 2개를 사용해 한 번에 2개의 케이싱을 가공하는 프로그램을 고안했습니다.
Metalock Engineering은 시간을 절약하기 위해 직접 설계하고 제조한 길이 6미터, 직경 250mm의 보링 바 2개를 사용해 한 번에 2개의 케이싱을 가공하는 프로그램을 고안했습니다. 하부 케이싱 내부의 위치에 보링 바를 대략적으로 세팅했습니다. 그런 다음 상부 케이싱을 임시로 볼트로 체결하고 보링 바를 LP 케이싱의 각 끝에서 데이텀 직경으로 세팅하고 제자리에 고정했습니다. 각 보링 바에는 서로 독립적으로 세팅된 별도의 드라이브 기어박스가 있었습니다. 가공 요구사항은 1900mm에서 3.5미터 사이의 직경에서 ±0.5mm를 달성하고 ±0.2mm에서 ±0.3mm의 축 한계를 충족하는 것이었습니다. 새로운 고정식 블레이드 캐리어의 프로파일에는 면, 숄더 및 챔퍼를 정확하게 절삭한 원형 슬롯이 필요했습니다. 처음 두 개의 케이싱이 완료되면 보링 바 중 하나를 세 번째 기계로 이동하고 작업을 반복하도록 셋업했습니다.
Metalock이 특수 설계한 브리지 드릴링 리그를 사용해 방사형 고정 키를 사용할 수 있도록 모든 블레이드 캐리어 슬롯의 하사점 위치에 홀을 드릴링, 태핑 및 카운터보링했습니다.
Metalock Engineering이 적용한 기술은 처음 사용된 기술이어서 상당한 학습이 필요했지만 필요한 요건을 충족해 관계자들을 만족시켰습니다.