현장 가공
제강 공장의 혹독한 환경에서 27년 이상 작동한 이 트러니언은 직경의 아래쪽 절반이 심하게 마모되고 불균일하게 되어 원활한 주입이 어려웠습니다. 한 가지 해결책은 견고한 주강 트러니언으로 교체하는 것이었지만, 납기가 늦어지고 접근을 위해 모든 내화 라이닝을 제거해야 하며 각 트러니언을 래들에 고정하는 직경 38mm, 길이 300mm의 리벳 250여 개를 제거해야 했기 때문에 이 해결책은 제외되었습니다. 또한 고려해야 할 심각한 비용 및 가동 중단 요소가 있었습니다.
Corus의 포트탤버트 공장에서는 현장 가공 및 슬리빙 기술을 사용해 트러니언을 원래 직경으로 복원하여 문제를 해결했습니다. 이 작업은 현재 공장에서 사용되는 18개의 수강 래들을 수리한 Metalock Engineering이 맡았습니다. 수리 일정을 래들 내화 라이닝 유지보수와 일치하도록 계획했기 때문에 래들의 가동 중단 시간이 길어지지 않았습니다.
메인 트러니언뿐만 아니라, 내화 라이닝 작업을 위해 유지보수 피트에 있을 때 90도를 통해 래들을 기울이는 데 사용하는 두 개의 보조 오프셋 트러니언이 각 측면에 있습니다. 용접된 엔드 플레이트가 있는 메인 트러니언 스피곳 연장부에 고정되어 있는 이 보조 트러니언도 마모되어 교체해야 했습니다.
Metalock 공정
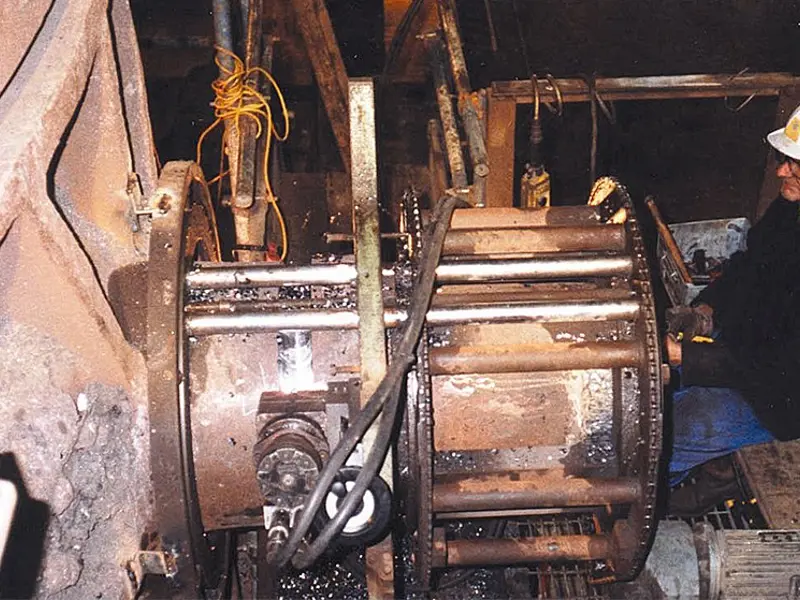
Metalock의 작업은 두 개의 보조 트러니언을 고정하는 전면 플레이트를 화염 절단하고 두 플레이트에서 용접을 공기 아크로 제거하는 것으로 시작되었습니다. 그 결과 직경 560mm의 메인 트러니언과 직경 406mm의 스피곳이 가공할 수 있는 상태가 되었습니다. 특수 오비탈 밀링 기계를 고정구를 통해 스피곳에 연결하고 전체 길이가 356mm이 되도록 트러니언을 직경 510mm로 밀링하여 내부 모서리에 반경 22mm를 남겼습니다. 밀링 기계를 선삭 공구로 교체하고 트러니언을 500mm로 사상 선삭했습니다.
그런 다음 고정구를 뒤집어 새로 가공된 트러니언에 위치시킨 다음 스피곳을 선삭하여 직경을 406mm에서 400mm로 줄였습니다. 그 결과 새 엔드 플레이트와 보조 트러니언을 장착할 준비가 되었습니다. 그러나 장착하기 전에 570mm 직경의 EN14a 링을 500mm 직경의 스터브 샤프트에 열박음하고 560mm 직경으로 최종 가공했습니다.
오비탈 밀링을 사용해 메인 트러니언에서 소재를 제거하면 시간을 절약하고 최종 선삭 작업을 완벽하게 마무리할 수 있습니다. 오비탈 밀링 기계는 DC 모터를 사용해 회전하여 가변 속도를 제공하고 밀링 헤드는 유압 모터에 의해 구동됩니다.