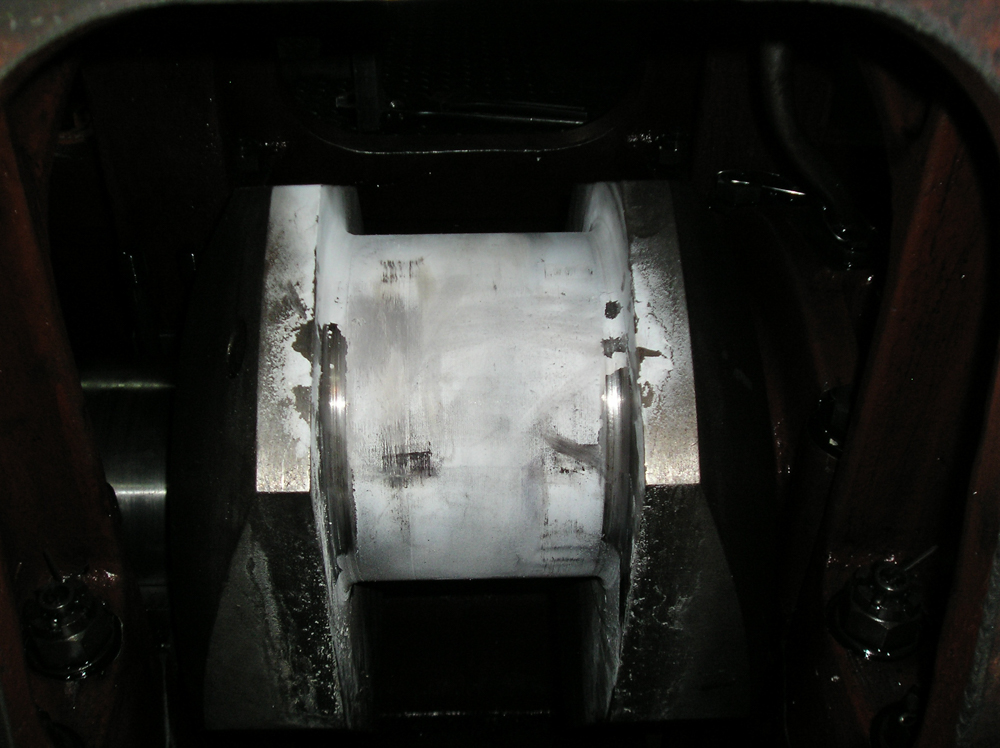
열 영향을 받은 크랭크핀 저널 직경
풀림 공정이 필요할 수도, 필요하지 않을 수도 있지만, 이 공정은 많은 고객의 요청에 따라 개발되었습니다. 목적은 손상되었거나 열 영향을 받은 크랭크핀 저널 직경의 경도를 감소시키는 것입니다. 이 방법은 고주파 경화나 질화에 의해 표면 경화되지 않은 단강 소재의 일체형 단조 크랭크축으로 제한됩니다.
열 처리를 하기 전에, 풀림 온도가 원래의 뜨임 온도를 넘지 않도록 뜨임 공정을 포함한 재료 사양을 알아야 합니다. 풀림 후 풀림된 부위의 표면 경도가 원래의 엔진 제조사에서 제공하는 범위 내에 있어야 합니다.
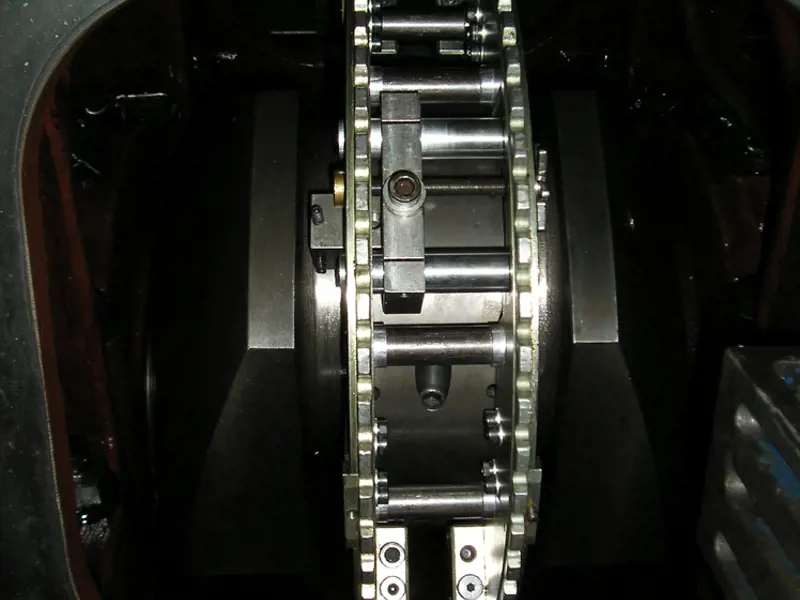
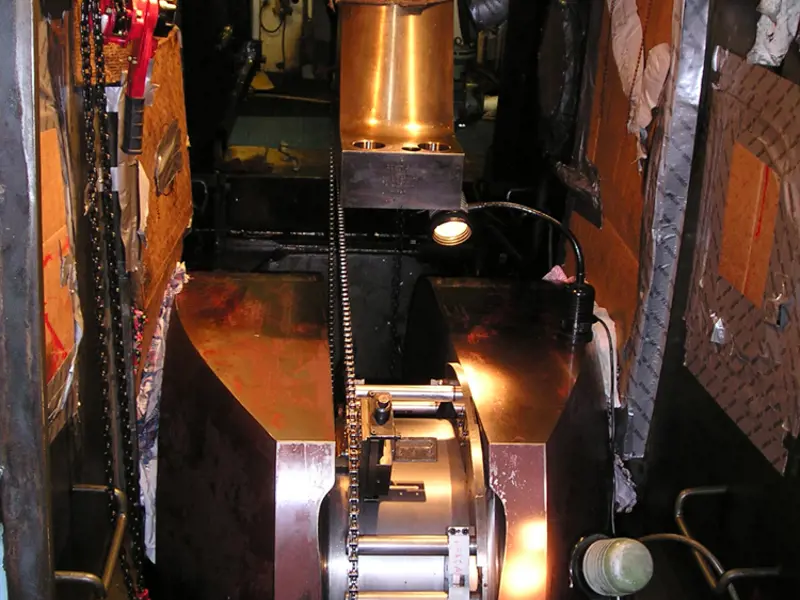
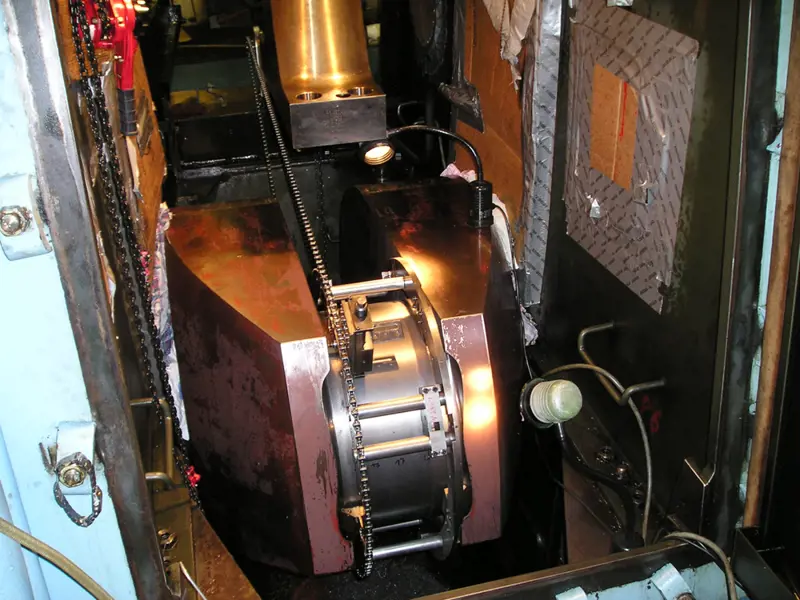
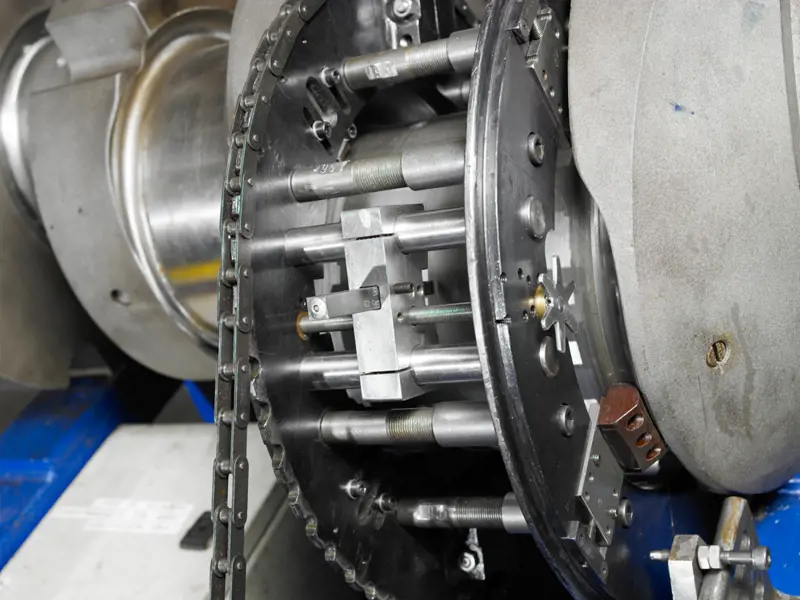
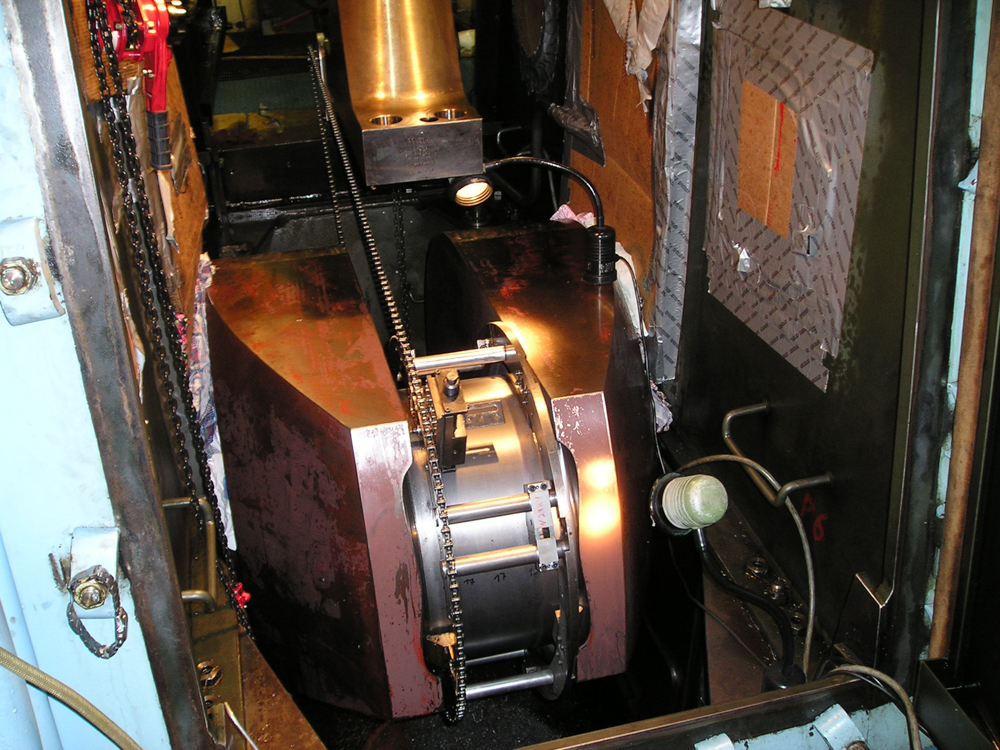
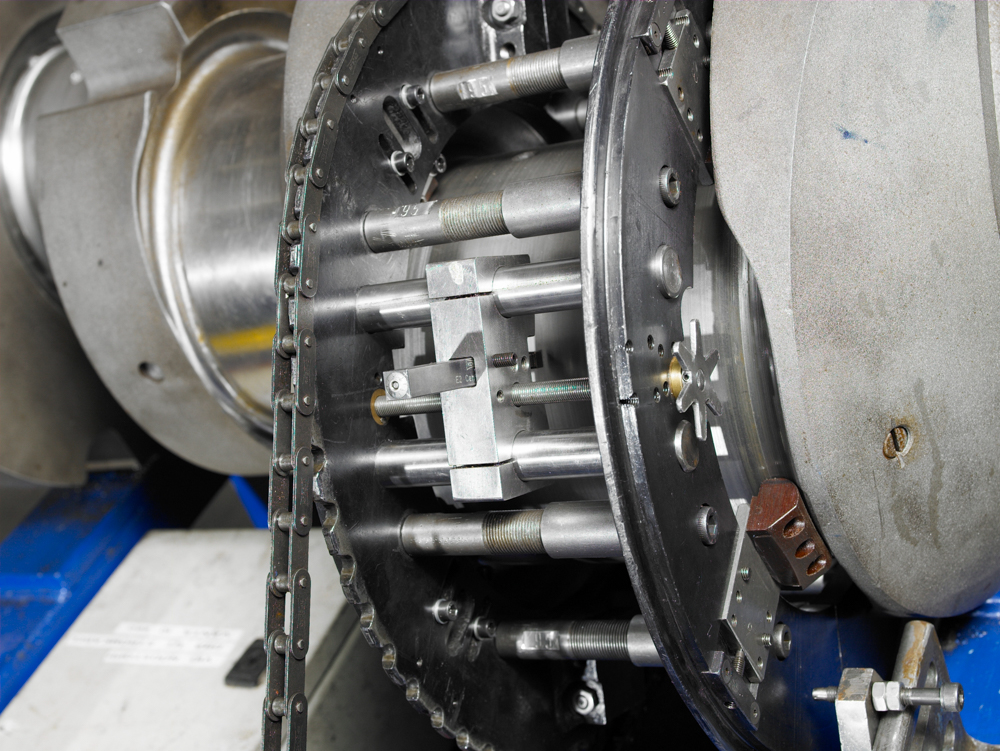
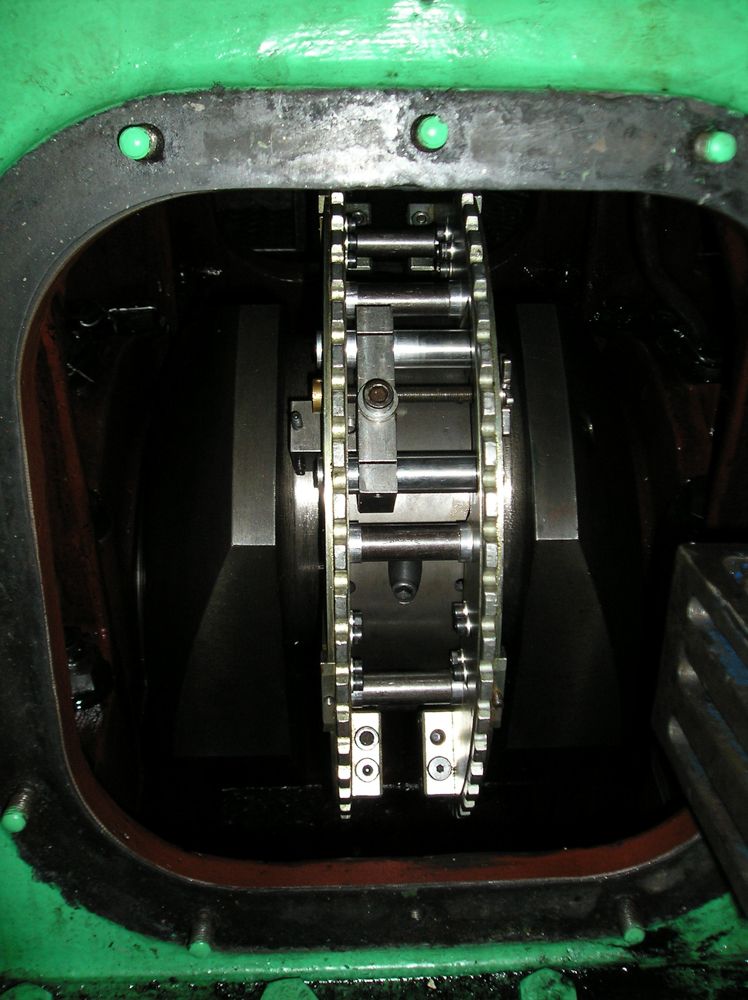
크랭크핀 가공
모든 크랭크축 재가공은 Metalock Engineering 공정 설명 '크랭크핀 가공'을 따르고 원래의 엔진 제조사 공차 내에서 만족스러운 표면 조도를 제공합니다. 최종 검사에는 자력 검사, 표면 경도, 치수, 런아웃, 표면 조도, 크랭크 웹 휨 등이 포함됩니다.
모든 결과는 고객의 품질 기록 관리를 위해 보고 및 기록됩니다.