Machinaal bewerken ter plaatse
Na 27 jaar gebruik in de ruwe omgeving van een staalfabriek zijn deze tappen ernstig versleten en ongelijk bij de onderste helft van hun diameter, waardoor het lastig is om een gelijke gieting te bereiken. Een oplossing is om de robuuste gietstalen tappen te vervangen, maar lange levertijden en de noodzaak om alle vuurvaste bekleding te verwijderen om toegang te krijgen tot de meer dan 250 klinknagels met een diameter van 38 mm en een lengte van 300 mm, waarmee elke tap aan de lepel is bevestigd, sluiten deze optie uit. Er moet rekening worden gehouden met aanzienlijke kosten en stilstand.
In de fabriek van Corus Port Talbot werd het probleem opgelost door de tappen te herstellen tot de oorspronkelijke diameter met behulp van machinale bewerkingen ter plaatse en hulsvormingstechnieken. Het werk werd uitgevoerd door Metalock Engineering, die nu achttien uitgietlepels die in de fabriek worden gebruikt, heeft gerepareerd. Stilstand van de uitgietlepels is niet toegenomen omdat de reparaties samenvielen met het onderhoud van de vuurvaste bekleding van de lepels.
Naast de hoofdtappen zijn er aan elke kant twee hulptappen die worden gebruikt om de uitgietlepels met 90 graden te kantelen wanneer zij zich in onderhoudskuilen bevinden, gewoonlijk voor werkzaamheden aan de vuurvaste bekledingen. Deze hulpstukken, die met gelaste eindplaten aan het tapeindverlengstuk van de hoofdtappen zijn bevestigd, slijten ook en moeten worden vervangen.
Metalock-proces
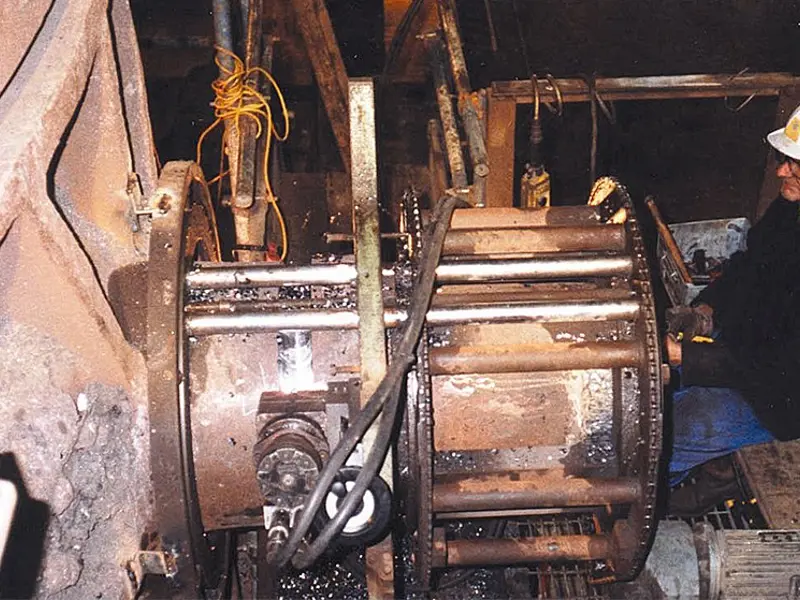
De Metalock-aanpak begon met het vlamsnijden van de voorplaat die de twee hulptappen vasthoudt en het wegblazen van het laswerk van beide platen. Hierdoor bleef de hoofdtap met een diameter van 560 mm en het bijbehorende tapeind met een diameter van 406 mm vrij voor bewerking. Een speciaal ontworpen machine voor orbitaal frezen werd vervolgens via een armatuur aan het tapeind bevestigd en de tap werd gefreesd tot een diameter van 510 mm over de volledige lengte van 356 mm, met een straal van 22 mm in de binnenhoek. Het freesapparaat werd vervangen door een draaigereedschap en de tap werd afgewerkt tot 500 mm.
De armatuur werd vervolgens omgekeerd zodat de armatuur op de nieuw bewerkte tap kon worden geplaatst en de diameter van het tapeind door een draaibewerking verkleind kon worden van 406 mm naar 400 mm. Daarna konden nieuwe eindplaten en hulptappen worden gemonteerd. Voordat deze werden gemonteerd, werd echter een EN14a-ring met een diameter van 570 mm gekrompen op de stompas met een diameter van 500 mm en machinaal afgewerkt tot een diameter van 560 mm.
Het toepassen van orbitaal draaien om materiaal van de hoofdtap te verwijderen, bespaart tijd en de uiteindelijke draaibewerking zorgt voor een goede afwerking. De freesmachine draait met een gelijkstroommotor voor een variabele snelheid, terwijl de freeskop wordt aangedreven door een hydraulische motor.