Besloten werd dat machinaal bewerken ter plaatse de meest kosteneffectieve manier zou zijn om de vereiste aanpassingen aan de omkasting te realiseren
Een traditionele manier van retrofit is de bestaande binnenmodule te vervangen door een module met extra rijen bladen. Vanwege het ontwerp moesten deze turbinehuizen echter worden aangepast om de grotere bladen te kunnen opnemen. Besloten werd dat machinaal bewerken ter plaatse de meest kosteneffectieve manier zou zijn om de vereiste aanpassingen aan de omkasting te realiseren. Het alternatief zou zijn om de turbines volledig te ontmantelen, maar de tijd en kosten en de gezondheids- en veiligheidsvoorschriften in verband met asbest maakten dit onmogelijk. Metalock bood de benodigde apparatuur en expertise om de complexe machinale bewerkingen uit te voeren.
Het bedrijf werd ingeschakeld voor overleg over de beste aanpak van de machinale bewerking van de omkasting om grotere bladen te kunnen opnemen. Verschillende oppervlakken en diameters moesten worden bewerkt om nieuwe bladdragers te kunnen opnemen. De bladdragers bestaan uit 3 secties per helft, gespiegeld over het midden. In elke turbine zijn er dus 12 afzonderlijke bladdragers.
Om tijd te besparen bedacht Metalock een programma waarbij twee omkastingen in één keer werden bewerkt met twee eigen ontworpen en vervaardigde kotterspillen van 6 meter lang met een diameter van 250 mm
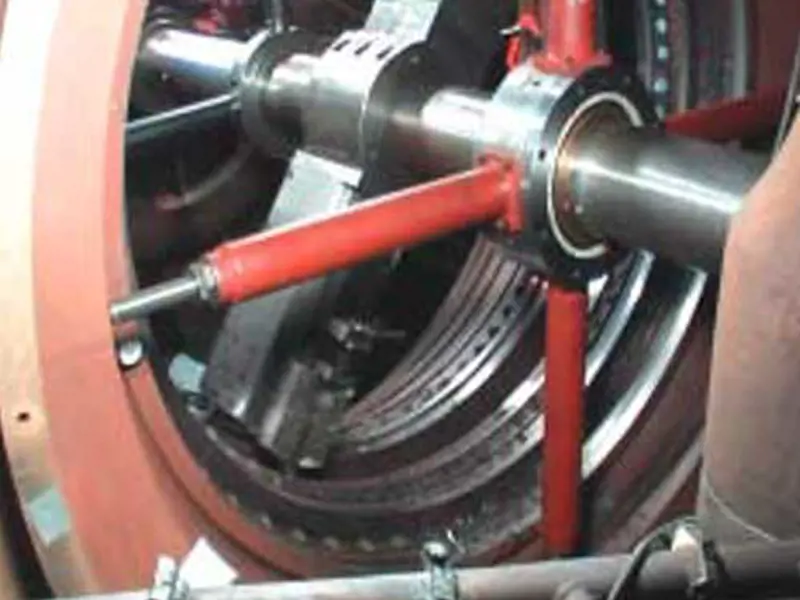
Om tijd te besparen bedacht Metalock een programma waarbij twee omkastingen in één keer werden bewerkt met twee eigen ontworpen en vervaardigde kotterspillen van 6 meter lang met een diameter van 250 mm. Deze werden ruwweg in de onderste omkastingen geplaatst. De bovenste omkastingen werden tijdelijk met bouten bevestigd en de kotterspillen werden ingesteld op nulpuntdiameters aan elk uiteinde van de LP-omkasting en in positie vergrendeld. Elke kotterspil was voorzien van afzonderlijke aandrijvingen die onafhankelijk van elkaar waren ingesteld. De bewerkingseisen waren ± 0,5 mm op diameters van 1900 mm tot 3,5 meter en axiale grenzen van ± 0,2 mm tot ± 0,3 mm. Het profiel van de nieuwe statische bladdragers vereiste een cirkelvormige sleuf met nauwkeurig gesneden kopfrezen, schouders en afschuiningen. Na voltooiing van de twee eerste omkastingen werd een van de kotterspillen verplaatst naar de derde machine en ingesteld om de bewerking te herhalen.
Met behulp van het speciaal door Metalock ontworpen tuig voor het boren van bruggen werden gaten geboord, getapt en tegengeboord in het onderste dode punt van alle sleuven met bladdragers om radiale bevestigingsspieën op te nemen en te voorkomen dat de vaste dragers doordraaien.
De toegepaste techniek was een primeur en vergde een aanzienlijke leercurve, maar Metalock kon tot tevredenheid van de andere partijen bereiken wat nodig was.