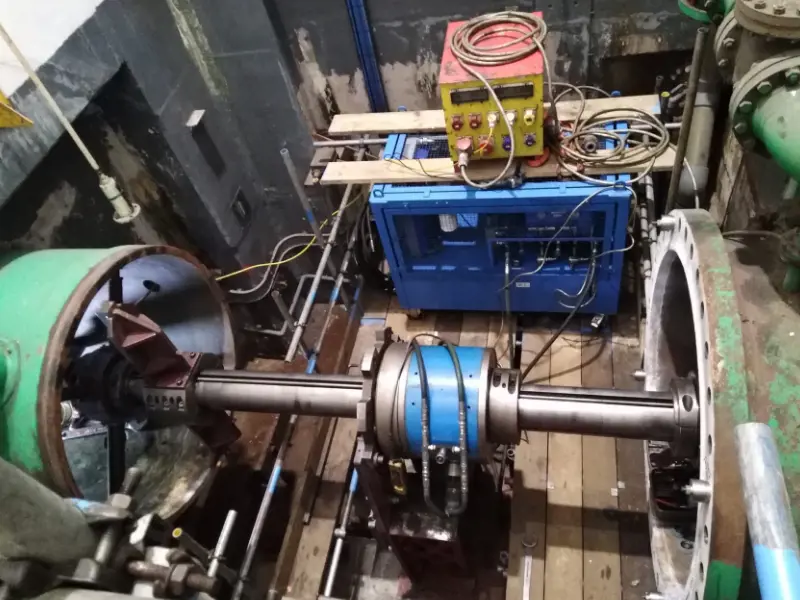
Металлок установил расточной пруток диаметром 150 мм между двумя сопряженными фланцами большого NRV (невозвратного клапана) и предварительно обработал отверстия, чтобы обеспечить хорошую поверхность для ремонта сваркой на месте. По завершении сварки и неразрушающего контроля расточная штанга была установлена на место, а затем отверстия были обработаны до первоначальных размеров.
Обработка торцов фланцев для установки нового главного впускного клапана. Сторона вверх по потоку была обработана внутри и снаружи, чтобы на существующую впускную трубу можно было наложить накладку из нержавеющей стали. Затем она была обработана до чертежных размеров, чтобы обеспечить установку сменных клапанов. Фланец, расположенный ниже по течению, также был обработан до нужного зазора на том же станке.