Было принято решение, что обработка на объекте будет наиболее экономически эффективным средством для достижения необходимой модификации корпуса.
Традиционный способ модернизации заключается в замене существующего внутреннего модуля на модуль с дополнительными рядами лопаток. Однако, учитывая особенности конструкции, необходимо было модифицировать корпусы этих турбин, чтобы получить возможность установить более крупные держатели лопаток. Было принято решение, что обработка на объекте будет наиболее экономически эффективным средством для достижения необходимой модификации корпуса. Альтернативой был бы полный демонтаж турбин, но ожидаемые затраты времени и средств, а также обусловленные применением асбеста требования в области охраны здоровья и безопасности не позволили этого сделать. Компания Metalock Engineering располагала оборудованием и опытом, необходимыми для выполнения сложной механической обработки.
Представители компании были приглашены для обсуждения того, как лучше всего подойти к задаче обработки корпуса для установки комплектов более крупных лопаток. Для установки новых держателей лопаток необходимо было обработать различные поверхности и диаметры. Каждая половина держателя лопаток состоит из 3 секций, зеркально расположенных относительно центра. Таким образом, в каждой турбине имеется 12 отдельных держателей лопаток.
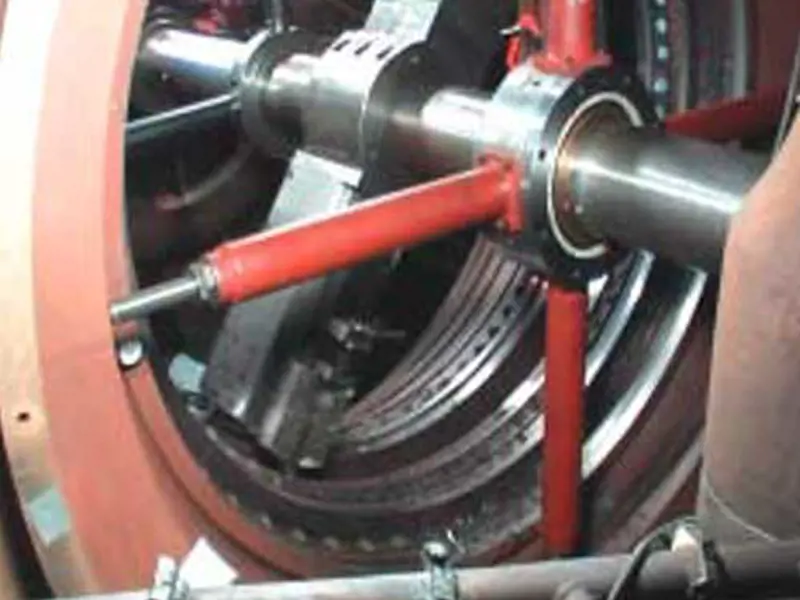
Для экономии времени компания Metalock Engineering разработала методику одновременной обработки двух корпусов с использованием двух расточных штанг собственной конструкции и производства длиной 6 метров и диаметром 250 мм.
Для экономии времени компания Metalock Engineering разработала методику одновременной обработки двух корпусов с использованием двух расточных штанг собственной конструкции и производства длиной 6 метров и диаметром 250 мм. Они были приблизительно установлены на место внутри нижних корпусов. Затем верхние корпусы были временно закреплены болтами, а расточные штанги установлены на диаметры опорных точек на каждом конце корпуса низкого давления и зафиксированы в нужном положении. Каждая расточная штанга имела отдельные приводные редукторы, установленные независимо друг от друга. Требования к обработке заключались в достижении допуска ±0,5 мм на диаметрах от 1900 мм до 3,5 метра и осевых пределов от ±0,2 мм до ±0,3 мм. Принимая во внимание профиль новых статических держателей лопаток, необходимо было подготовить круглый паз с точно вырезанными гранями, заплечиками и фасками. После завершения обработки двух начальных гильз одна из расточных штанг была перемещена на третий станок и установлена для повторения операции.
С помощью специально разработанной компанией Metalock мостовой буровой установки были просверлены отверстия в нижних мертвых точках всех пазов направляющих лопаток, после чего было выполнено нарезание резьбы и зенкование, что позволило установить фиксирующие шпонки для предотвращения вращения закрепленных держателей.
Эта методика применялась впервые и потребовала значительного обучения, но компания Metalock Engineering смогла достичь требуемого результата к удовлетворению заинтересованных сторон.