现场加工
在恶劣环境中运行了27年,这些耳轴已经严重磨损,其直径的下半部分不平整,导致难以实现顺利浇注。一个解决方案是更换坚固的铸钢耳轴,但交货时间延长,而且必须剥去所有耐火材料,才能接触到并拆除超过250个直径38毫米、长300毫米的铆钉,这些铆钉将每个耳轴固定在盛钢桶上,因此不能采用这种方法。需要考虑到高额成本和停机时间因素。
在塔尔伯特港的Corus工厂,通过使用现场加工和套管技术将耳轴恢复到原来的直径,从而解决这个问题。这项工作由Metalock Engineering承担,他们现在已经修复了该工厂使用的十八个盛钢桶。盛钢桶的停工时间并没有增加,因为维修工作与盛钢桶耐火材料衬垫的维修同时进行。
除了主耳轴外,每侧还有两个辅助的偏置耳轴,用于在维修坑中使盛钢桶倾斜90度,通常用于耐火材料衬垫的工作。这些辅助装置用焊接的端板固定在主耳轴拉钉的外延上,也有磨损,需要更换。
Metalock的工艺
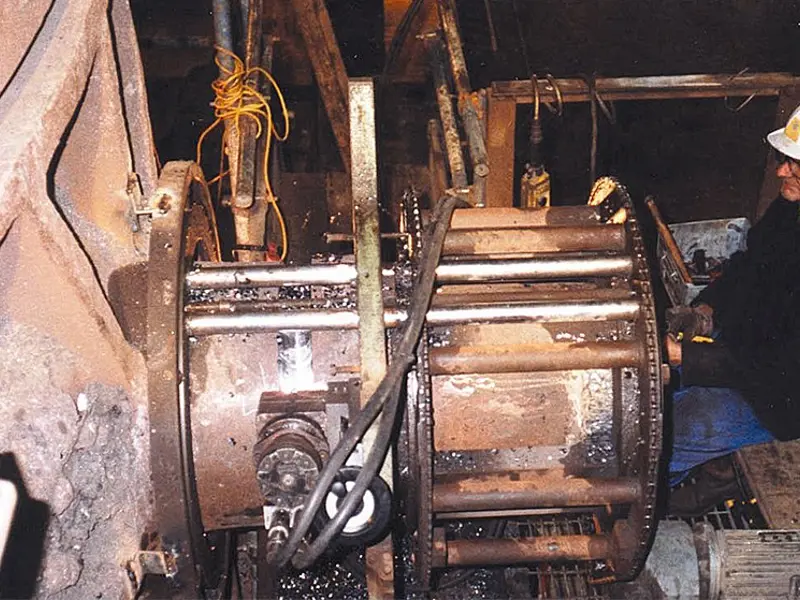
Metalock的操作顺序首先是用火焰切割固定两个辅助耳轴的前板,然后用空气电弧消除两个板上的焊接。这样可以对直径560毫米的主耳轴和直径406毫米的拉钉进行加工。然后,通过一个夹具将一台专门设计的摇动铣床连接到拉钉上,并将耳轴直径铣成510毫米,全长356毫米,内角留下22毫米的半径。铣削装置替换成了车刀,耳轴表面被精车到500毫米。
然后将夹具反向置于新加工的耳轴上,通过车削清理拉钉的直径,将其从406毫米直径减少到400毫米。然后,可以放入新端板和辅助耳轴。然而,在安装这些之前,一个直径570毫米的EN14a环被冷缩后安装在直径500毫米的短轴上,并被精加工成直径560毫米。
使用摇动铣削装置从主耳轴上去除毛坯,可以节省时间,最后的车削操作可以达到良好的表面处理效果。摇动铣床通过直流电动机旋转提供变速,而铣头则由液压马达驱动。