In-situ machining
Over 27 years of operation in the harsh environment of a steelmaking plant these trunnions become severely worn and uneven on the underside half of their diameters leading to difficulties in achieving a smooth pour. One solution is to replace the robust cast steel trunnions, but extended delivery times and the necessity to strip out all the refractory lining to gain access to, and remove over 250 38mm diameter, 300mm long rivets that secure each trunnion to the ladle preclude this option. There are serious cost and downtime elements to be considered.
At Corus’ Port Talbot works, the problem was overcome by restoring trunnions to original diameters using insitu machining and sleeving techniques. The work was undertaken by the Metalock Engineering Group who have now repaired eighteen teeming ladles used at the plant. Ladle downtime has not been increased as the repairs have been scheduled to coincide with ladle refractory lining maintenance.
As well as the main trunnions there are two auxiliary offset trunnions on each side which are used to tip ladles through 90 degrees when in maintenance pits, typically for work on refractory linings. These auxiliaries, which are fixed to the main trunion spigot exension with welded end plates, also wear and needed to be replaced.
Metalock's process
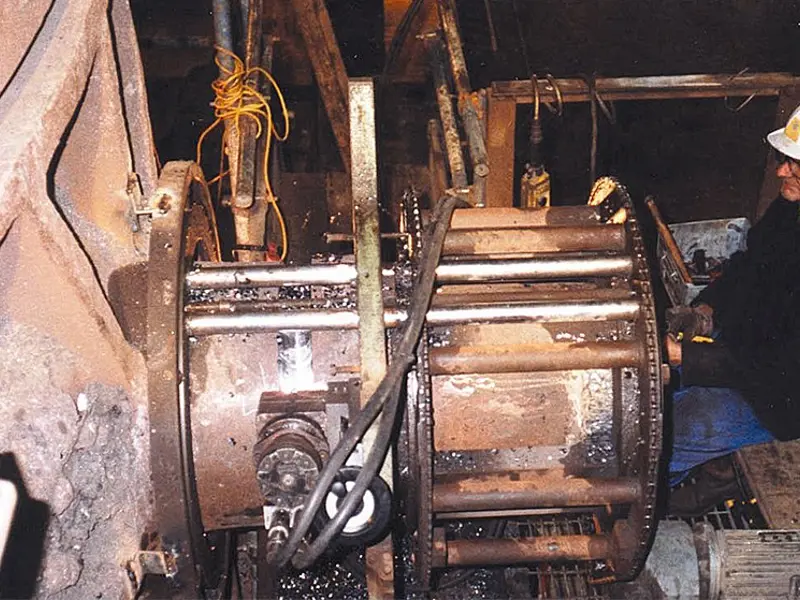
Metalock’s sequence of operations began by flame cutting the front plate holding the two auxiliary trunnions and air arcing away the welding from both plates. This left the 560mm diameter main trunion and its 406mm diameter spigot clear for machining. A specially designed orbital milling machine was then attached via a fixture to the spigot and the trunion milled to 510mm diameter for its full 356mm length leaving a 22mm radius at the inner corner. The milling device was replaced with a turning tool and the trunnion finish turned down to 500mm.
The fixture was then reversed to locate on the newly machined trunion to clean up the spigot diameter by turning, reducing it from 406mm diameter down to 400mm. It was then ready to accept new end plates and auxiliary trunnions. Before these were fitted however, an EN14a ring measuring 570mm diameter was shrink fitted onto the 500mm diameter stub shaft and finish machined to 560mm diameter.
Using orbital milling to remove stock from the main trunnion saves time and the final turning operation achieves a good finish. The orbital milling machine rotates using a DC motor to provide variable speed, while the milling head is driven by an hydraulic motor.