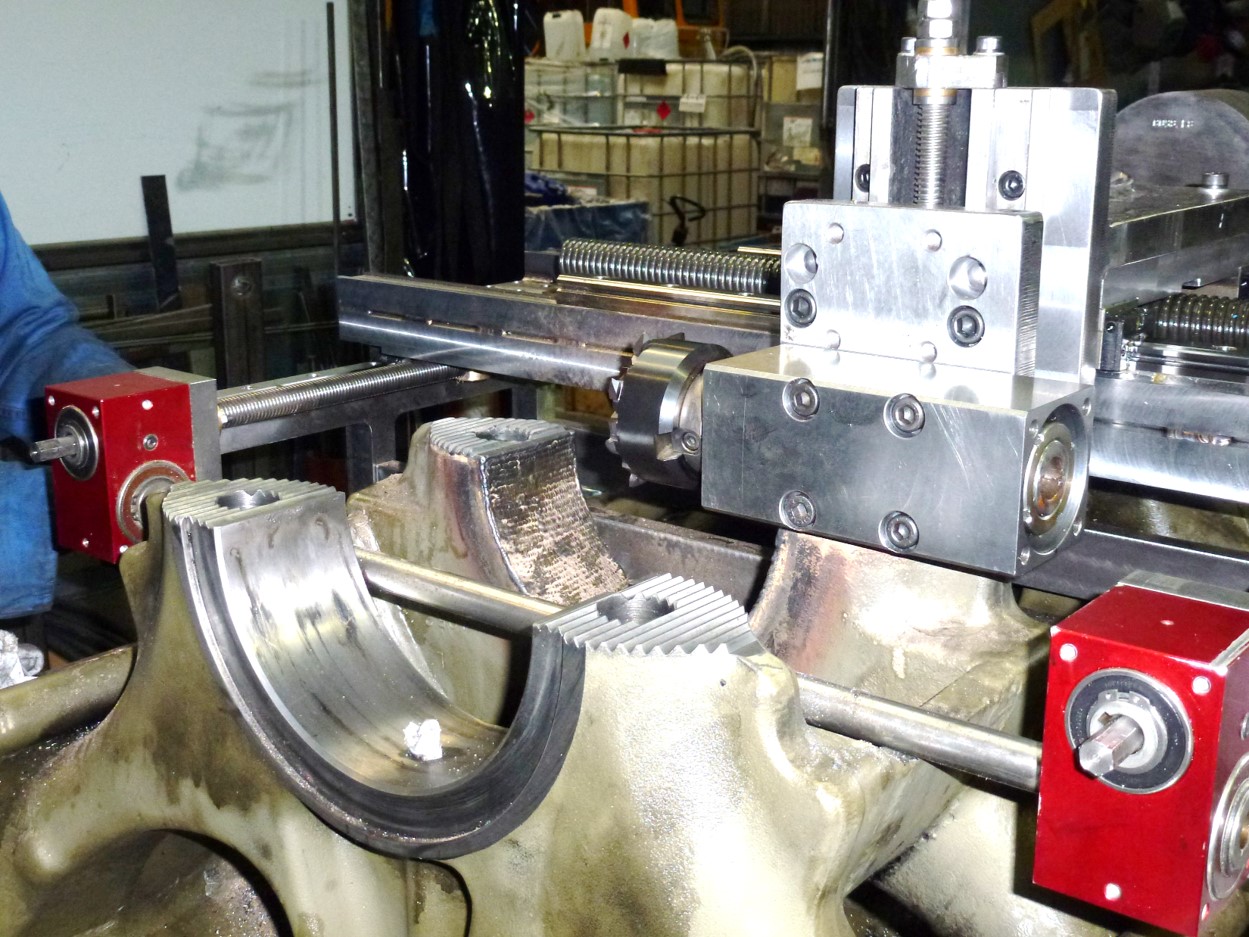
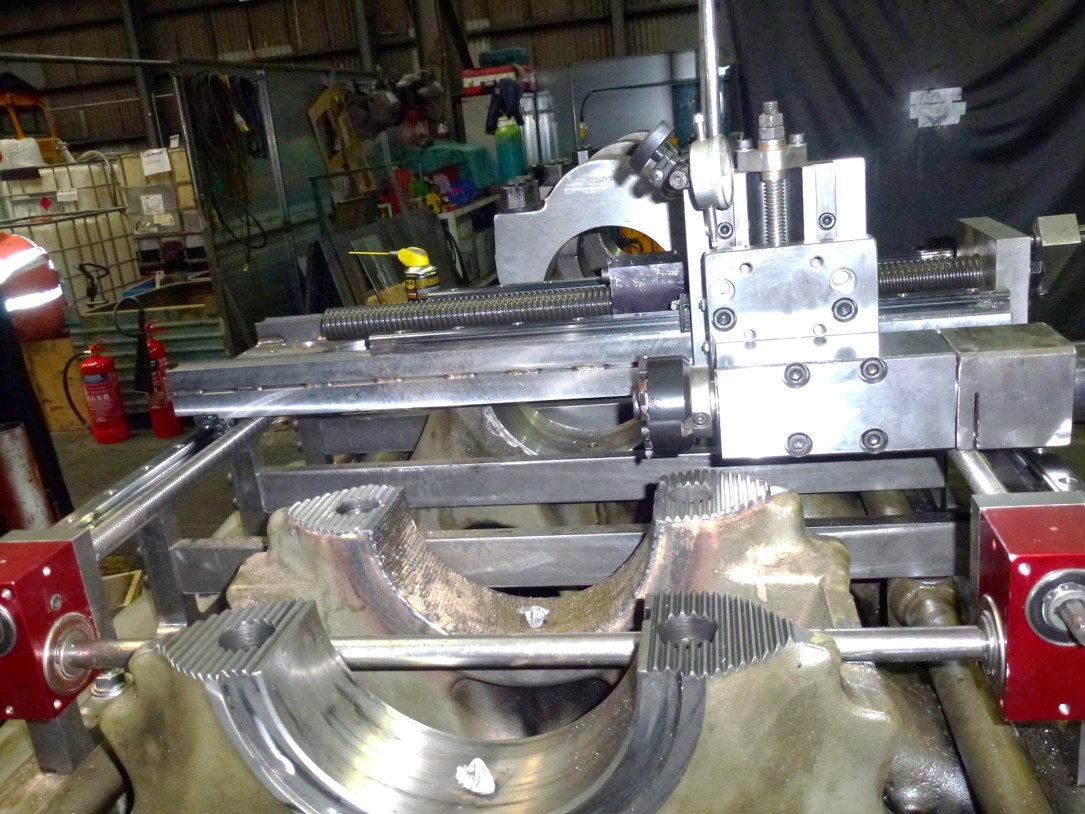
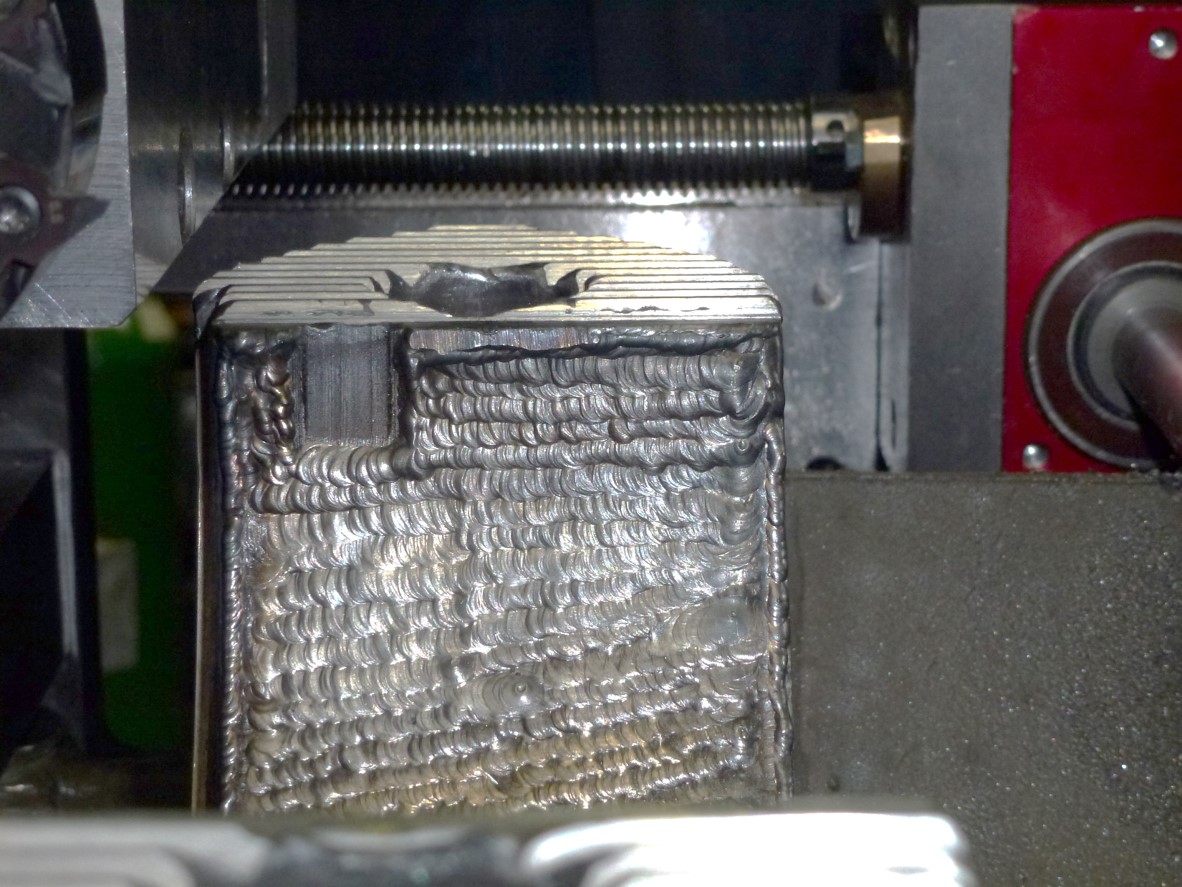
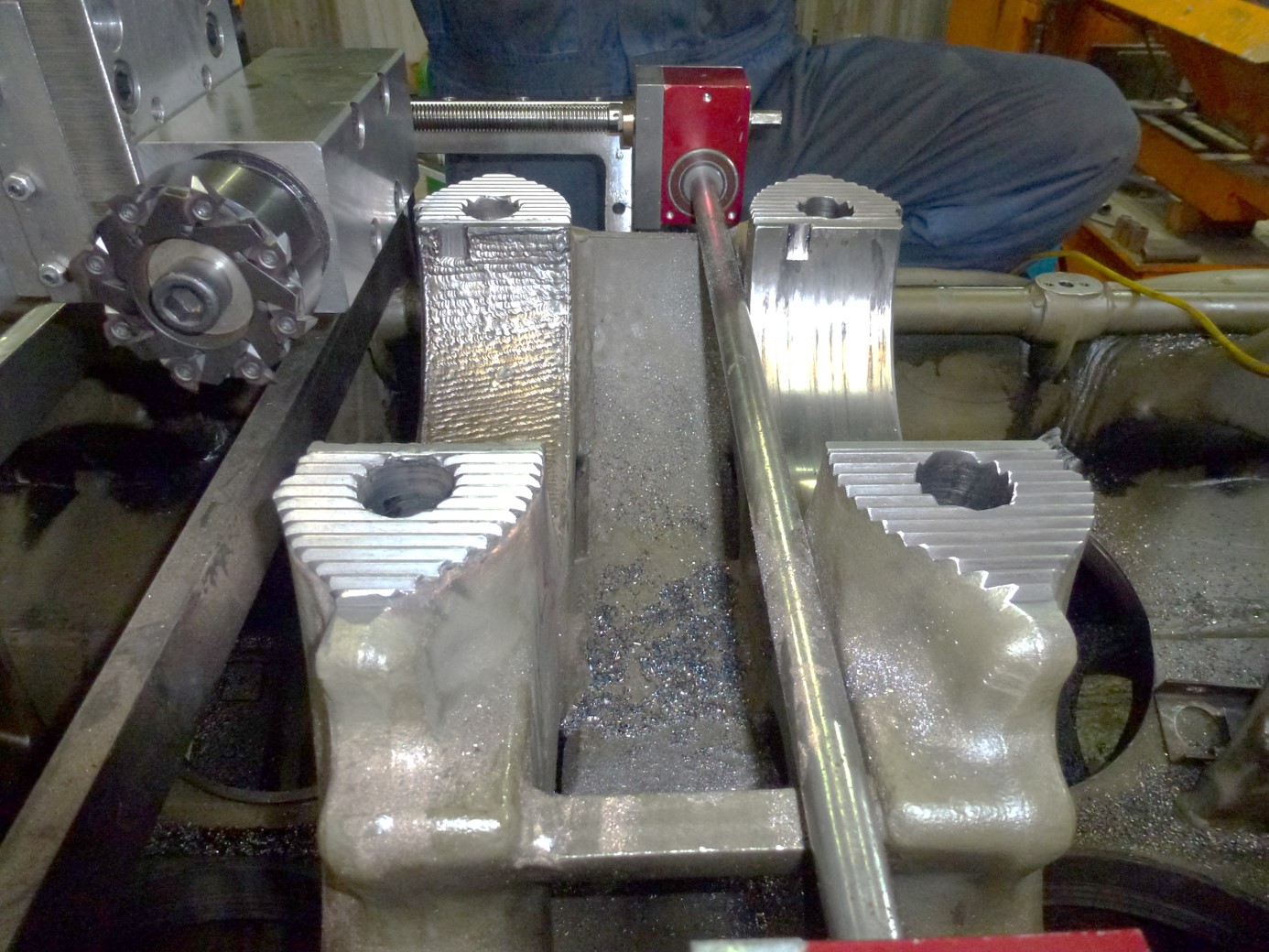
Following an alignment inspection. Recover 1 main bearing pocket using Class Approved Welding Procedure and on site boring equipment.




Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers





