Üzemkörnyezetben végzett megmunkálás
Az acélgyártó üzemek zord környezetében eltöltött 27 év alatt ezek a csapszegek átmérőjük alsó felén erősen elhasználódtak és egyenetlenné váltak, ami nehézségekhez vezetett a sima öntés elérésében. Az egyik megoldás a robusztus öntött acél csapszegek cseréje, de a hosszabb szállítási idő és a tűzálló bélés teljes eltávolításának szükségessége, – hogy hozzáférjenek és eltávolítsanak több mint 250 db 38 mm átmérőjű, 300 mm hosszú szegecset, amelyek az egyes csapszegeket az üsthöz rögzítik – kizárja ezt a lehetőséget. Komoly költség- és állásidő-elemeket kell figyelembe venni.
A Corus Port Talbot-i üzemében a problémát úgy oldották meg, hogy a csapszegeket az eredeti átmérőre állították vissza a helyszínen történő megmunkálással és hüvelyezési technikákkal. A munkálatokat a Metalock Engineering végezte, amely mostanra tizennyolc, az üzemben használt öntőüstöt javított meg. A kohó leállási ideje nem nőtt, mivel a javításokat a kohó tűzálló bélésének karbantartásával egy időben ütemezték.
A főcsapszegek mellett mindkét oldalon két kiegészítő, eltolt csapszeg van, amelyeket arra használnak, hogy a karbantartási gödrökben, jellemzően a tűzálló béléseken végzett munkálatok során az üstöket 90°-on átbillentsék. Ezek a segédberendezések, amelyek hegesztett véglemezekkel vannak rögzítve a főcsapszegnyúlványhoz, szintén elhasználódtak és cserére szorultak.
A Metalock-eljárás
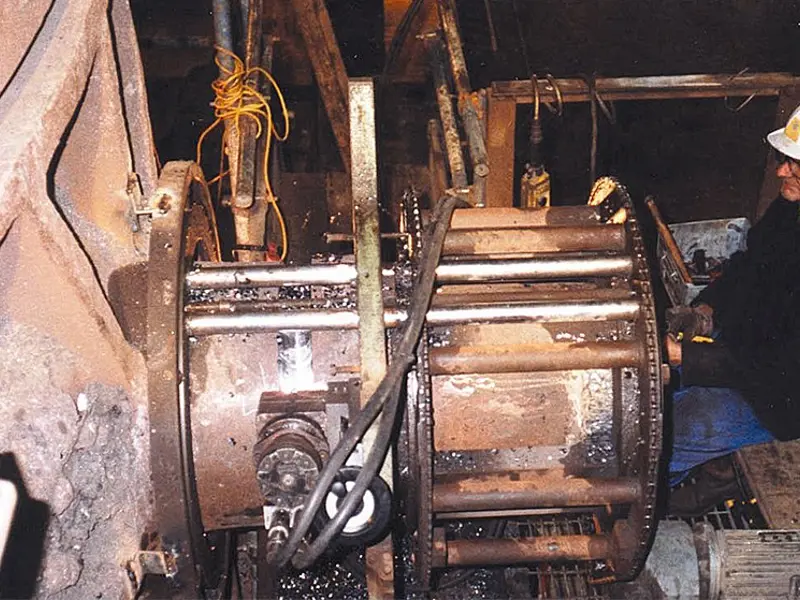
A Metalock műveletsorozata a két segédcsapszeget tartó elülső lemez lángvágásával és a két lemez hegesztésének légíves eltávolításával kezdődött. Ezáltal az 560 mm átmérőjű főcsapszeg és annak 406 mm átmérőjű csapja szabadon maradt a megmunkáláshoz. Ezután egy speciálisan erre a célra tervezett orbitális marógépet rögzítettek egy rögzítőberendezéssel a csaphoz, és a csapszeget 510 mm átmérőjűre marták a teljes 356 mm-es hosszában, 22 mm-es sugarat hagyva a belső saroknál. A marógépet esztergaszerszámra cserélték, és a csapszeget 500 mm-re esztergálták le.
Ezután a szerkezetet megfordították, hogy az újonnan megmunkált csapszegen helyezkedjen el, majd leesztergálták a csap átmérőjét, 406 mm átmérőről 400 mm-re csökkentve azt. Ezután készen állt az új véglemezek és segédcsapszegek fogadására. Mielőtt azonban ezeket felszereltük volna, egy 570 mm átmérőjű EN14a gyűrűt zsugorítottunk az 500 mm átmérőjű csonktengelyre, és 560 mm átmérőre lemunkáltuk.
Az orbitális marással a főcsapszegről való anyageltávolításhoz időt lehet megtakarítani, és a simító esztergálással jó felület érhető el. Az orbitális marógépet egy egyenáramú motor forgatja, amely változó sebességet biztosít, míg a marófejet egy hidraulikus motor hajtja.