Úgy döntöttek, hogy a helyszíni megmunkálás lenne a legköltséghatékonyabb módja a szükséges öntvénymódosítások elvégzésének
Az utólagos korszerűsítés hagyományos módja az, hogy a meglévő belső modult lecserélik egy olyan modulra, amely további lapátsorokkal rendelkezik. A kialakítás miatt azonban ezeket a turbinaházakat módosítani kellett a nagyobb lapáttartók befogadásához. Úgy döntöttek, hogy a helyszíni megmunkálás lenne a legköltséghatékonyabb módja a szükséges öntvénymódosítások elvégzésének. Az alternatíva a turbinák teljes szétszerelése lett volna, de az idő és a költségek, valamint az azbesztre vonatkozó egészségügyi és biztonsági követelmények ezt kizárták. A Metalock Engineering rendelkezett a komplex megmunkálások elvégzéséhez szükséges berendezésekkel és szakértelemmel.
A vállalatot megbeszélésre hívták azzal kapcsolatban, hogy hogyan lehetne a legjobban megoldani az öntvény megmunkálását a nagyobb lapátkészletek befogadására. Különböző felületeket és átmérőket kellett megmunkálni az új lapáttartók befogadásához. A lapáttartók felenként 3 részből állnak, amelyek középre tengelyszimmetrikusak. Tehát minden egyes turbinában 12 különálló lapáttartó van.
Az időmegtakarítás érdekében a Metalock Engineering egy olyan programot dolgozott ki, amely egyszerre két öntvény megmunkálására szolgál két saját tervezésű és gyártású 6 méter hosszú, 250 mm átmérőjű kiesztergálórúddal
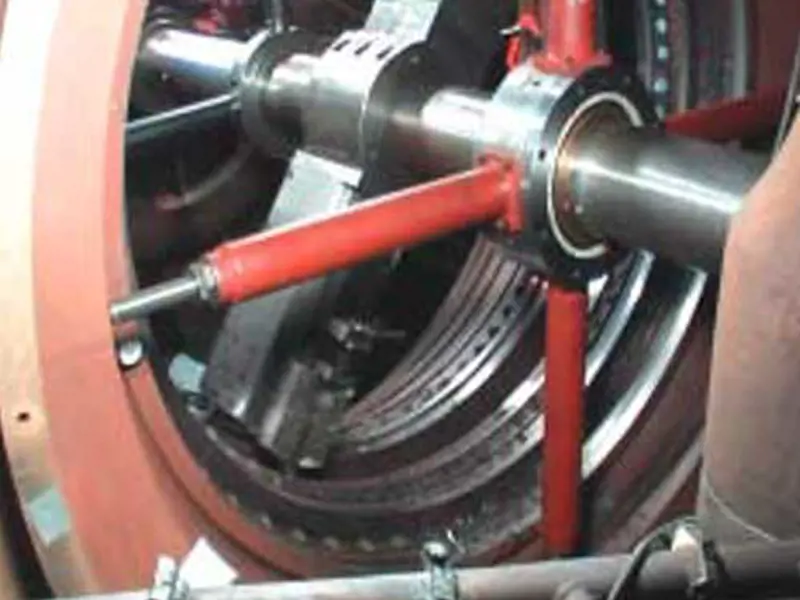
Az időmegtakarítás érdekében a Metalock Engineering egy olyan programot dolgozott ki, amely egyszerre két öntvény megmunkálására szolgál két saját tervezésű és gyártású 6 méter hosszú, 250 mm átmérőjű kiesztergálórúddal. Ezeket nagyjából pozícióba állították az alsó öntvényekben. A felső öntvényeket ezután ideiglenesen lecsavarozták, a kiesztergálórudakat pedig az LP-öntvény két végén lévő referenciaátmérőre állították be és rögzítették. Mindegyik kiesztergálórúd külön, egymástól függetlenül beállított hajtóművekkel rendelkezett. A megmunkálási követelmények az 1900 mm és 3,5 méter közötti átmérőn ±0,5 mm, valamint ±0,2 mm és ±0,3 mm közötti tengelyirányú korlátok elérése volt. Az új statikus lapáttartók profilja kör alakú hornyot igényelt, pontosan megmunkált felületekkel, vállakkal és élletörésekkel. A két első öntvény elkészülte után az egyik kiesztergálórudat áthelyezték a harmadik gépbe, és beállították a művelet megismétlésére.
A Metalock erre a célra tervezett hídfúró berendezésének segítségével lyukakat fúrtak, menetfúrtak és süllyesztettek a lapáttartó hornyok alsó holtpontján, hogy a radiális rögzítőreteszeket befogadják, és megakadályozzák a rögzített tartók megforgását.
Az alkalmazott technika most először került alkalmazásra, és jelentős tanulási folyamatnak bizonyult, de a Metalock Engineering képes volt elérni a kívánt eredményt a többi fél megelégedésére.