Under flera år har Metalock Engineering renoverat nedre maskinbäddsytor på Minster-pressar i Europa, Mellanöstern och Fjärran Östern.
De flesta pressarna som används för tillverkning av metallburkar i hela världen tillverkas av The Minster Machine Company i Ohio, USA. Under flera år har Metalock Engineering renoverat nedre maskinbäddsytor på Minster-pressar i Europa, Mellanöstern och Fjärran Östern. Dessa maskiner är i drift 24 timmar om dygnet året runt. En typisk 100 tons press har en lägre formbädd med en längd på 1270 mm (50 tum) och en bredd på 760 mm (30 tum), där pressbordet och formen är fastskruvade. För att säkerställa att de penetrationsmått som krävs för att ringdragningen ska fungera alltid kan uppnås måste den nedre formbädden vara parallell med den övre rörliga sliden med en noggrannhet på 0,040 mm (0,0015 tum) på längden och bredden. Det material som används för burklock är 0,203 mm (0,008 tum) till 0,229 mm (0,009 tum) tjockt och efter penetration återstår endast 0,0762 mm (0,003 tum) till 0,102 mm (0,004 tum) ± 0,0152 mm (0,0006 tum) runt den ristade öppningen.
Även om pressbordet och formen är ordentligt fastskruvade på den nedre bädden orsakar de ständiga vibrationerna och det höga trycket små rörelser och nötningskorrosion, vilket visar sig i en rödbrun beläggning av järnoxid när man tar isär delarna. Under en längre tid påverkar korrosionen parallelliteten hos de övre och nedre maskinbäddsytorna och det krävs då omslipning.
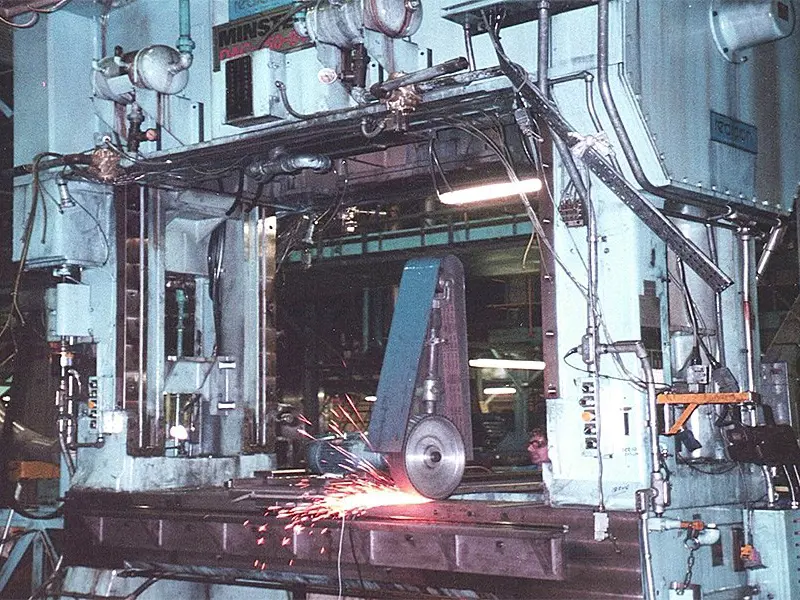
Metalock har utvecklat ett särskilt system med en flyttbar utrustning som skruvas fast vid den nedre maskinbäddens kanter och som efter noggrann inriktning underlättar omslipningen av den nedre bäddens yta. Vanligtvis räcker det att ta bort upp till 15 tusendelar av en tum för att återställa den totala planheten och parallelliteten till de 0,040 mm (0,0015 tum) som krävs.
Nyligen genomförde Metalock en renovering av två 100 tons pressar för Carnaud Metalbox (CMB) i Carlisle, Storbritannien. Även om man inte planfräser bäddarna varje gång, så gör man översyn av CMB-maskinerna varje år. Vid det här tillfället moderniserades maskinerna med nya slider, glidbanor och pressbord. Då tog man tog tillfället i akt att slipa om bäddarna och återställa pressramarna till så bra skick som möjligt.