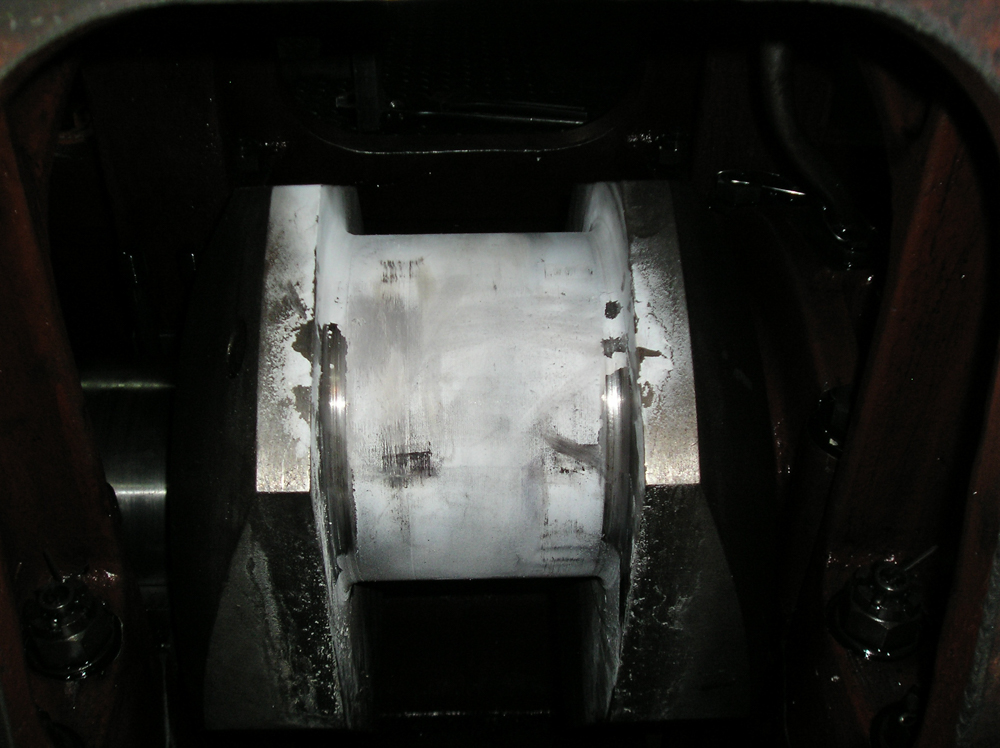
Värmeskadade vevlagertappar
Ditt företag har kanske behov av anlöpningsprocessen, eller också inte. Den har emellertid tagits fram på begäran av många av våra kunder.. Syftet är att sänka hårdhetsgraden hos skadade eller överhettade vevlagertappar. Metoden används endast till vevaxlar smidda i ett stycke, av härdat stål som inte har ythärdats med induktionshärdning eller nitrering.
Innan värmebehandlingen utförs bör man helst känna till materialspecifikationerna, inklusive härdningsprocessen, så att anlöpningstemperaturen inte överskrider den ursprungliga härdningstemperaturen. Efter anlöpningen måste ythårdheten hos det anlöpta området ligga inom det intervall som anges av motortillverkaren.
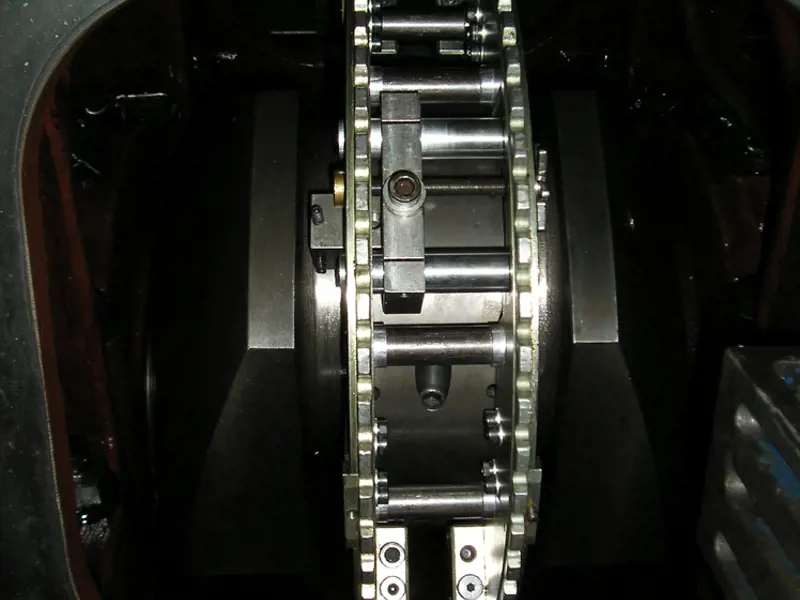
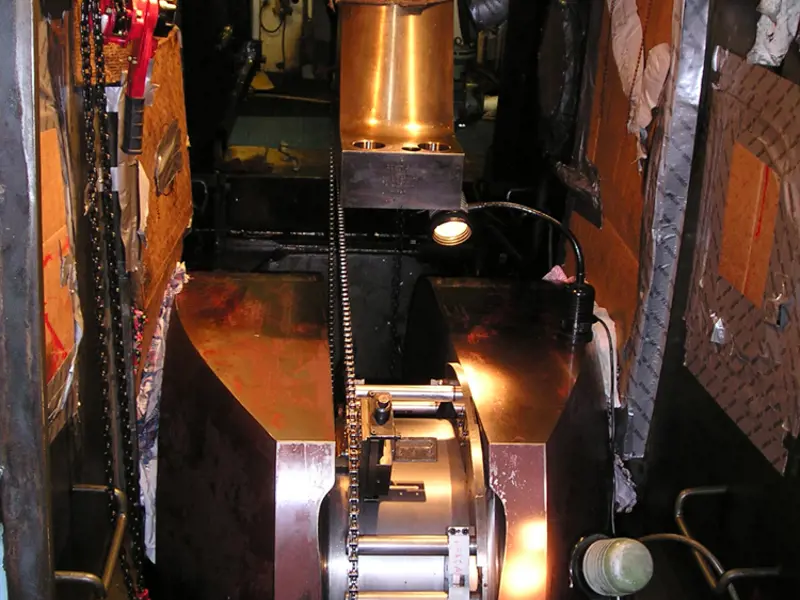
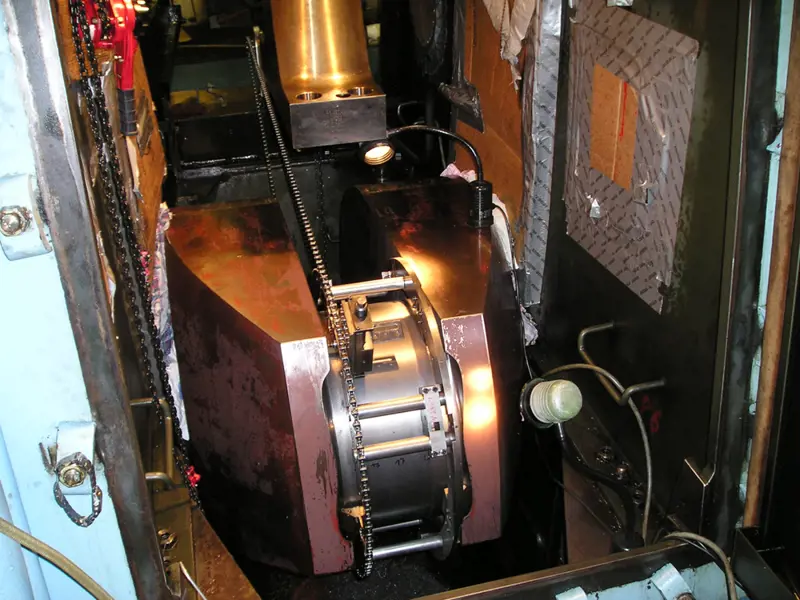
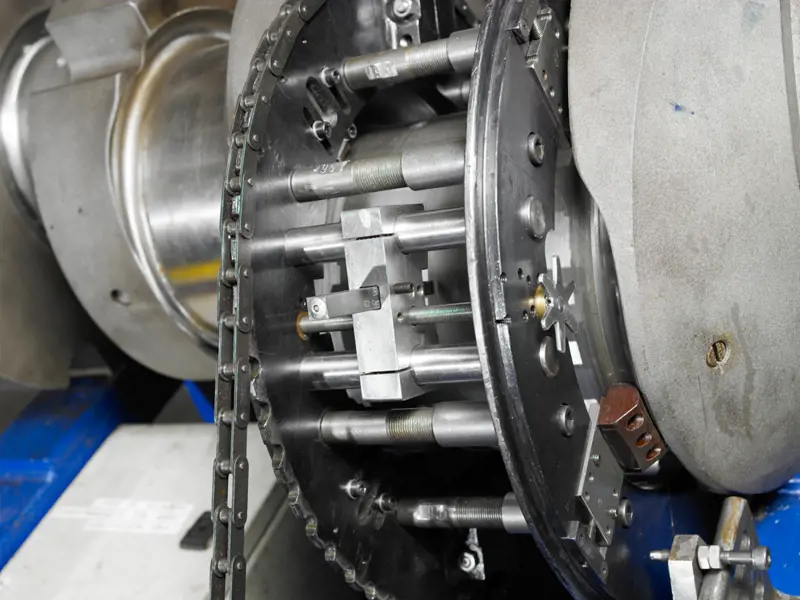
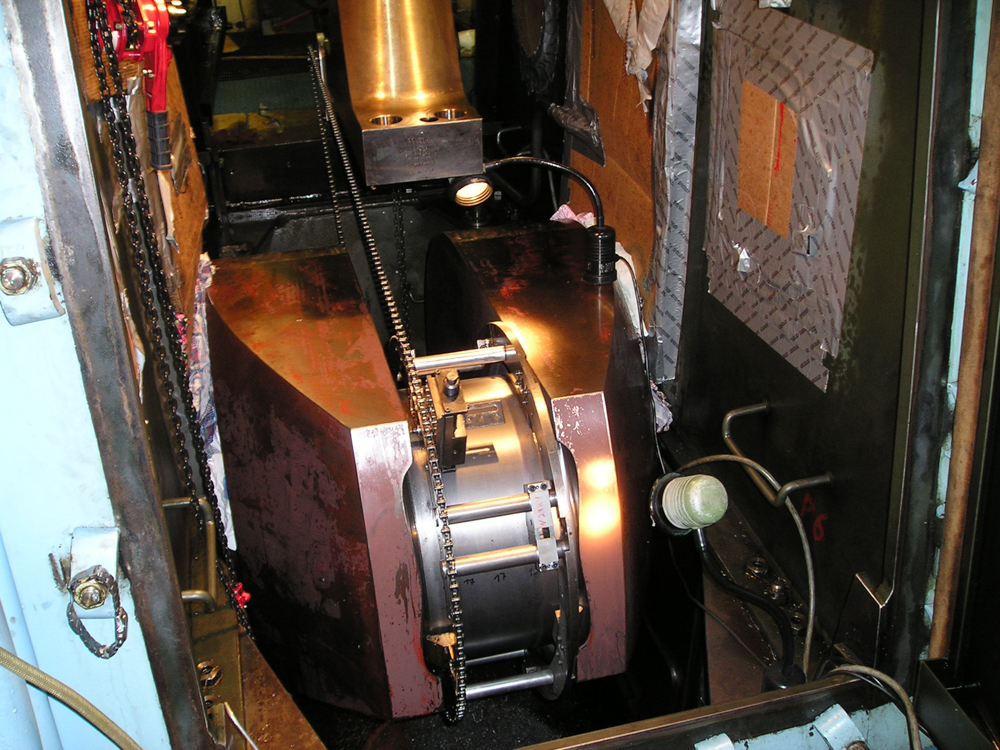
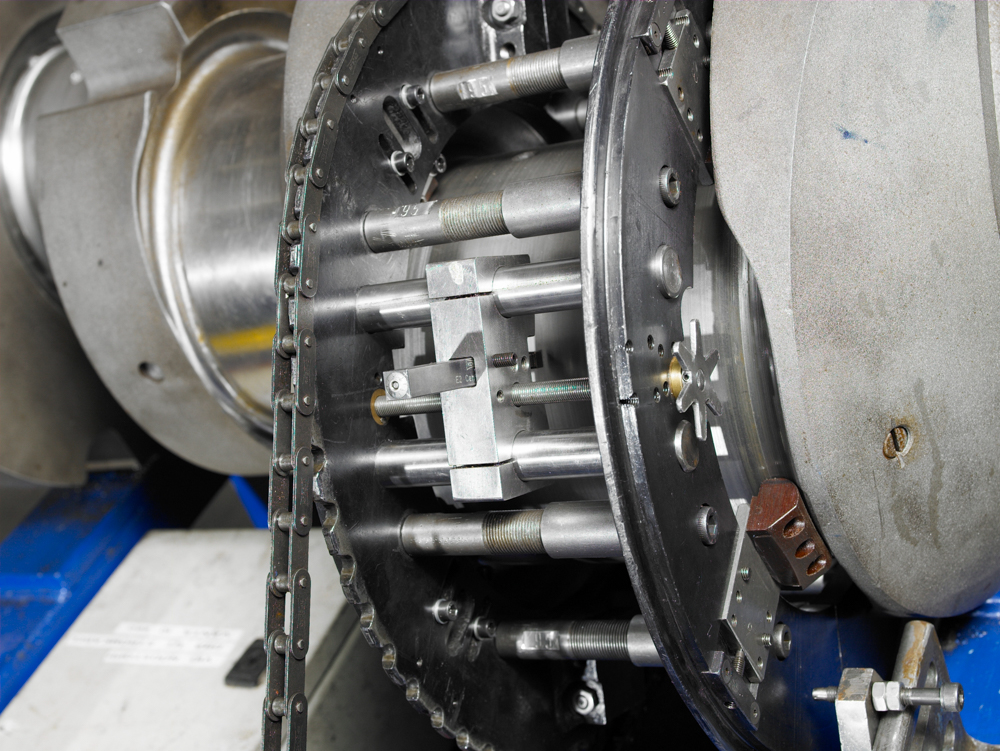
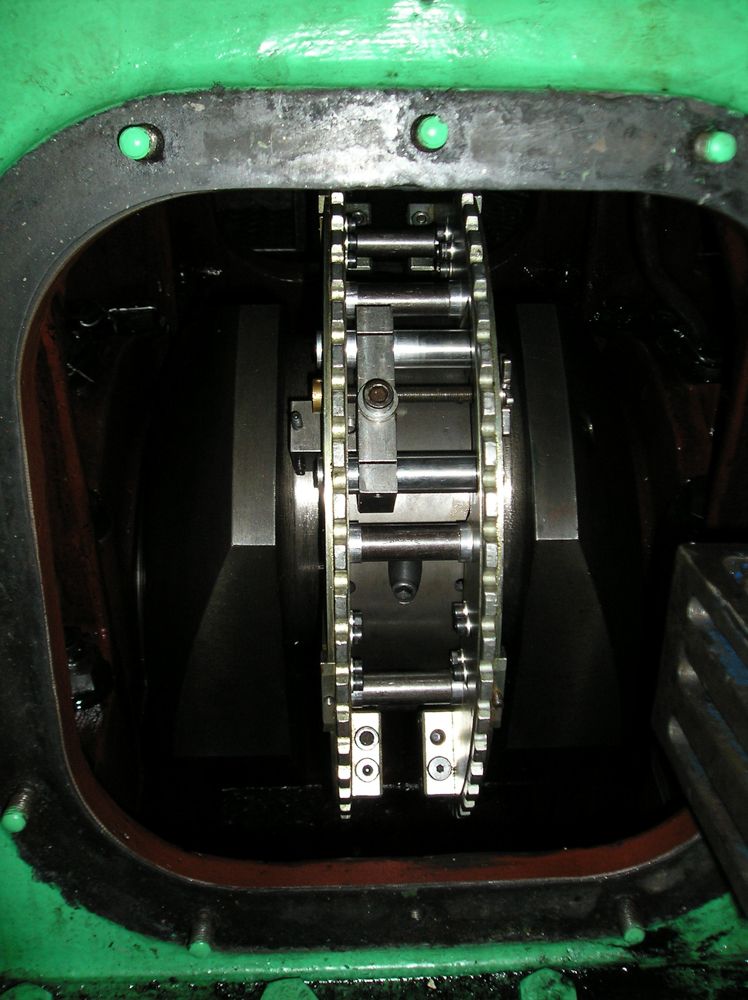
Skärande bearbetning av vevtappar
All ombearbetning av vevaxlar sker enligt vår beskrivning av Metalock Engineering-processen i ”Skärande bearbetning av vevtappar” och ska ge en godtagbar ytfinhet inom de toleranser som anges av motortillverkaren. Den slutliga inspektionen omfattar magnetpulverprovning, ythårdhet, dimensioner, excentricitet, ytfinhet och riktningsfel hos vevslängen.
Alla avlästa värden rapporteras och dokumenteras för kundens kvalitetsdokumentation.