Bearbetning på plats
Under 27 års drift i stålverkets hårda miljö hade vändtapparna blivit kraftigt slitna och ojämna nedtill, vilket ledde till svårigheter att uppnå en jämn gjutning. Ett alternativ hade varit att byta ut de robusta tapparna i gjutstål. Men detta var inte att tänka på, eftersom leveranstiden var så lång och man dessutom hade varit tvungen att först ta bort allt eldfast foder för att komma åt och ta bort över 250 stycken nitar, som var 38 mm i diameter och 300 mm långa, som varje tapp var fastsatt i gjutskänken med. Det hade inneburit såväl höga kostnader som en lång stilleståndstid.
I Corus verk i Port Talbot löste man problemet genom att återställa tapparna till sina ursprungliga diametrar med hjälp av bearbetning på plats och hylsteknik. Arbetet utfördes av Metalock Engineering, som hittills har reparerat arton gjutskänkar i anläggningen. Stilleståndstiden för gjutskänkarna ökade inte, eftersom reparationerna schemalades så att de sammanföll med underhållet av det eldfasta fodret i gjutskänkarna.
Förutom huvudtapparna finns det två förskjutna hjälptappar på varje sida som används för att tippa gjutskänkarna 90° när de befinner sig i smörjgropar, i regel för att arbete ska utföras på det eldfasta fodret. Även dessa hjälptappar, som är fastsatta på huvudtappens förlängning med svetsade ändplåtar, var utslitna och måste bytas ut.
Metalocks arbetsprocess
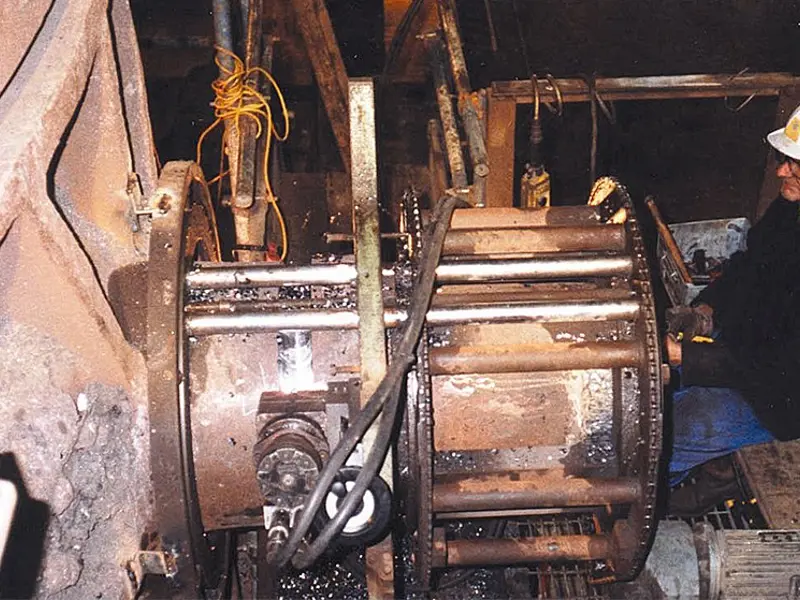
Metalocks arbete började med att man flamskar frontplåten som höll de två hjälptapparna och utförde plasmaskärning för att få bort svetsningen från båda plåtarna. Sedan var huvudtappen med en diameter på 560 mm och förlängningen med en diameter på 406 mm redo för bearbetning. Då monterade man en specialkonstruerad orbital fräsmaskin med hjälp av en fixtur på förlängningen. Sedan fräste man ner huvudtappen till 510 mm i diameter i hela sin längd på 356 mm och lämnade en radie på 22 mm i det inre hörnet. Fräsutrustningen byttes ut mot ett svarvverktyg och huvudtappen finsvarvades ner till 500 mm.
Sedan vände man på anordningen och placerade den på den nybearbetade huvudtappen för att svarva ner förlängningens diameter från 406 mm till 400 mm. Den var sedan redo för montering av nya ändplåtar och hjälptappar. Men innan dessa monterades krymppassades en ring i EN14a570-stål med 570 mm i diameter på axeländen, som var 500 mm i diameter, och finbearbetades till 560 mm i diameter.
Att använda orbital fräsning för att bearbeta bort material från huvudtappen sparar tid och ger den slutliga finsvarvningen en bra finish. Den orbitala fräsmaskinen roterar med hjälp av en likströmsmotor som ger variabel hastighet, medan fräshuvudet drivs av en hydraulisk motor.