该公司认为现场加工是实现所需壳体改造的最经济手段
传统的改造升级方式是将现有的内部模块换成带有额外几排叶片的模块。然而,由于设计原因,这些涡轮机外壳必须进行改装,以容纳更大的叶片承载架。该公司认为现场加工是实现所需壳体改造的最经济手段。另一个选择是完全拆除涡轮机,但时间和成本,以及石棉健康和安全要求排除了这一选项。Metalock Engineering拥有进行复杂加工所需的设备和专业知识。
该公司被请来讨论如何以最佳方式处理加工壳体以容纳更大刀片组的任务。必须加工出各种端面和直径,以放置新的叶片承载架。叶片承载架是由每一半的3个部分组成的,围绕着中心进行镜像。因此,在每个涡轮机中,有12个独立的叶片承载架。
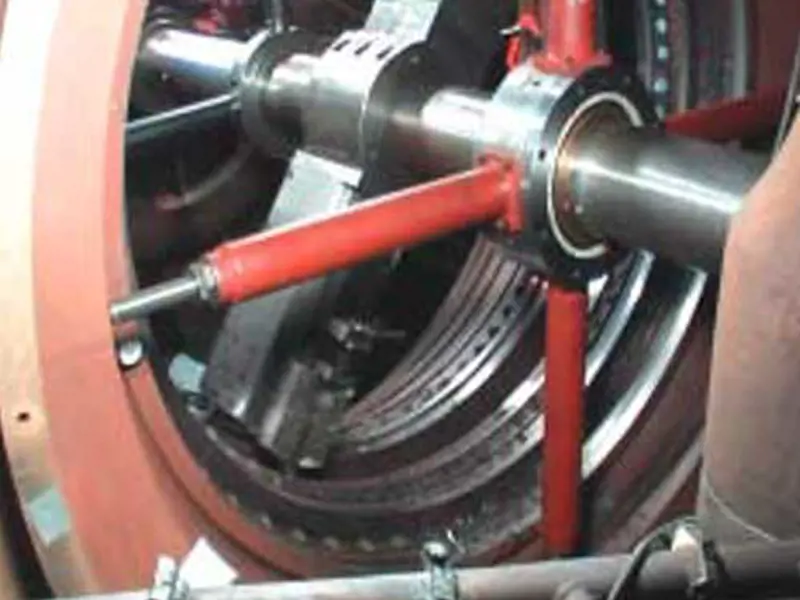
为了节省时间,Metalock Engineering设计了一个程序,使用两个自己设计和制造的长6米、直径250毫米的镗杆,一次加工两个壳体
为了节省时间,Metalock Engineering设计了一个程序,使用两个自己设计和制造的长6米、直径250毫米的镗杆,一次加工两个壳体。这些被大致安放在下部壳体的位置上。然后将上部壳体用螺栓临时固定,并将镗杆设置在低压套管两端的基准直径上,并锁定在位置上。每个镗杆都有独立的驱动齿轮箱,彼此独立设置。加工要求是在1900毫米到3.5米之间的直径上钻出±0.5毫米,轴向限制为±0.2毫米到±0.3毫米。新静态叶片承载架的轮廓要求带一个圆形槽,并有精确的切割面、肩部和倒角。在加工完前两个壳体后,其中一个镗杆被移到第三台机器上,并设置为重复工作。
使用Metalock专门设计的桥式钻机,在所有叶片承载架槽的底部死角位置钻削、攻丝和锪孔,以允许安装径向定位键,防止固定托架旋转。
这是第一次采用的技术,也有坚实的学习曲线,但Metalock Engineering能够实现所要求的目标,使其他各方感到满意。