In situ-bearbejdning
I løbet af 27 års drift i stålværkets barske miljøer er disse tappesøjler blevet alvorligt slidte og ujævne på den nederste halvdel af deres diameter, hvilket medfører problemer med at opnå en jævn udgydelse. En af løsningerne er at udskifte de robuste stålstøbebolte, men forlængede leveringstider og nødvendigheden af at fjerne al den ildfaste foring for at få adgang til og fjerne over 250 nitter med en diameter på 38 mm og en længde på 300 mm, som fastgør hver enkelt bolt til støbeskeen, udelukker denne mulighed. Betydelige omkostninger og nedetid skal tages i betragtning.
På Corus' værk i Port Talbot blev problemet løst ved at genskabe drejetapper til den oprindelige diameter ved hjælp af bearbejdning på stedet og sleeving-teknikker. Arbejdet blev udført af Metalock Engineering, som nu har repareret atten støbeskeer, der anvendes på fabrikken. Stilstandstiden for støbeskeerne er ikke blevet forøget, da reparationerne er blevet planlagt til at falde sammen med vedligeholdelse af støbeskeens ildfaste foring.
Ud over hoveddrejetapperne er der to ekstra forskudte drejetapper på hver side, som bruges til at tippe støbeskeer i en vinkel på 90 grader, når de er i vedligeholdelsesgruber, typisk til arbejde på ildfaste foringer. Disse hjælpemekanismer, som er fastgjort til hovedstangens spigotudvinding med svejste endeplader, slides også og skal udskiftes.
Metalocks proces
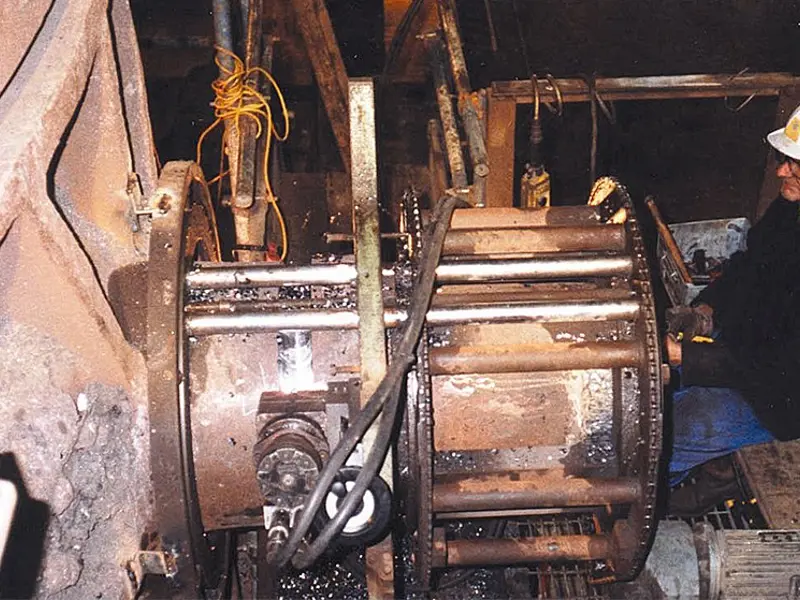
Metalocks arbejdssekvens begyndte med at flammeskære den forreste plade, som holdt de to ekstra drejetapper, og fjerne svejsningen fra begge plader ved hjælp af lysbuer. Dette efterlod hovedstammen med en diameter på 560 mm og dens spids med en diameter på 406 mm fri til bearbejdning. En specialdesignet orbital fræsemaskine blev derefter fastgjort via en fastgørelsesanordning til spidsen, og trunken blev fræset til en diameter på 510 mm i hele dens længde på 356 mm, så der blev efterladt en radius på 22 mm i det indre hjørne. Fræseren blev erstattet med et drejeværktøj, og drejefinnen blev drejet ned til 500 mm.
Beslaget blev derefter vendt om for at placere det på den nyligt bearbejdede lejetap for at rense indspændingstap-diameteren ved at dreje den ned fra 406 mm diameter til 400 mm. Den var derefter klar til at modtage nye endeplader og hjælpetapper. Inden disse blev monteret, blev der dog monteret en EN14a-ring på 570 mm på stubben med en diameter på 500 mm, og denne blev færdigbearbejdet til en diameter på 560 mm.
Ved at bruge orbital fræsning til materialefjernelse fra hovedlejetappen sparer man tid, og den endelige drejning giver en god finish. Den orbitale fræsemaskine roterer ved hjælp af en jævnstrømsmotor, der giver variabel hastighed, mens fræsehovedet drives af en hydraulikmotor.