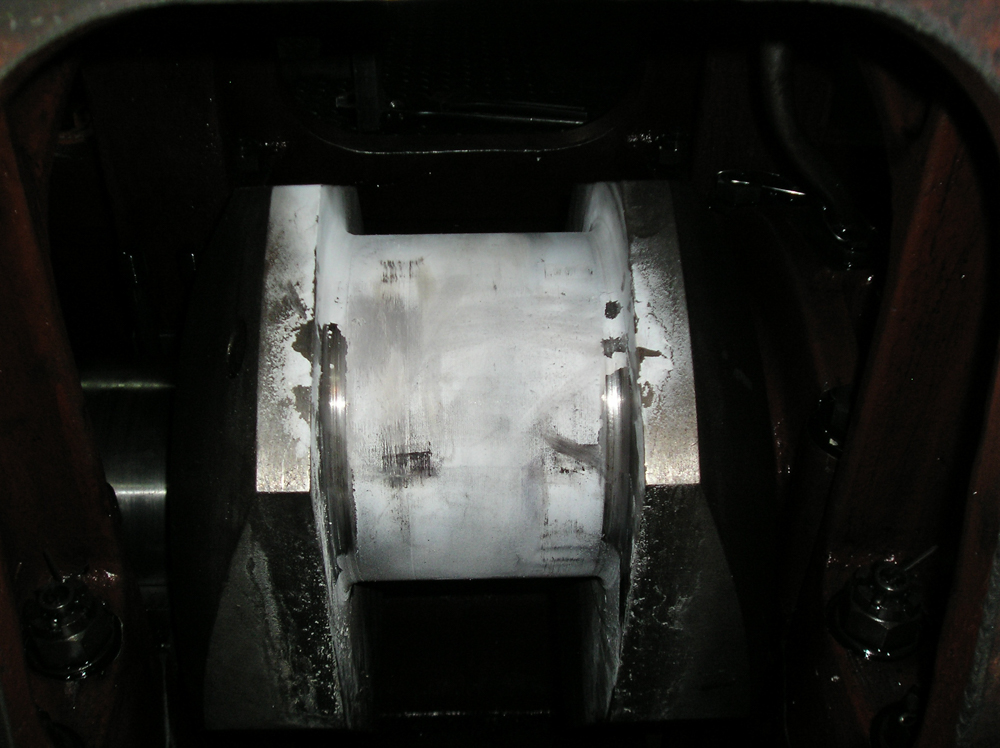
Varmepåvirkede krumtapsølediametre
Det er ikke sikkert, at du har brug for udglødningsprocessen, men den er blevet udviklet på anmodning af mange kunder. Målet er at reducere hårdheden for beskadigede eller varmepåvirkede krumtapsølediametre. Påføringen er begrænset til krumtapaksler smedet i ét stykke, som er fremstillet af hærdet stål, der ikke er blevet overfladehærdet med induktionshærdning eller nitrering.
Før varmebehandling finder sted, skal man ideelt kende materialespecifikationen, herunder også hærdningsprocessen, for at sikre, at den anvendte kølegrænse ikke overstiger temperaturen fra den oprindelige hærdning. Efter udglødning skal overfladehårdheden for det udglødede område være inden for det område, der er stipuleret af den oprindelige motorproducent.
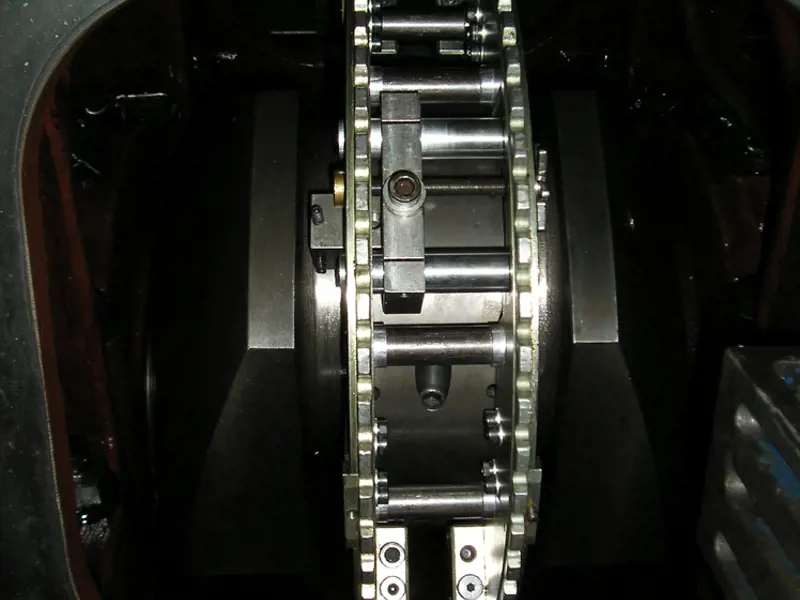
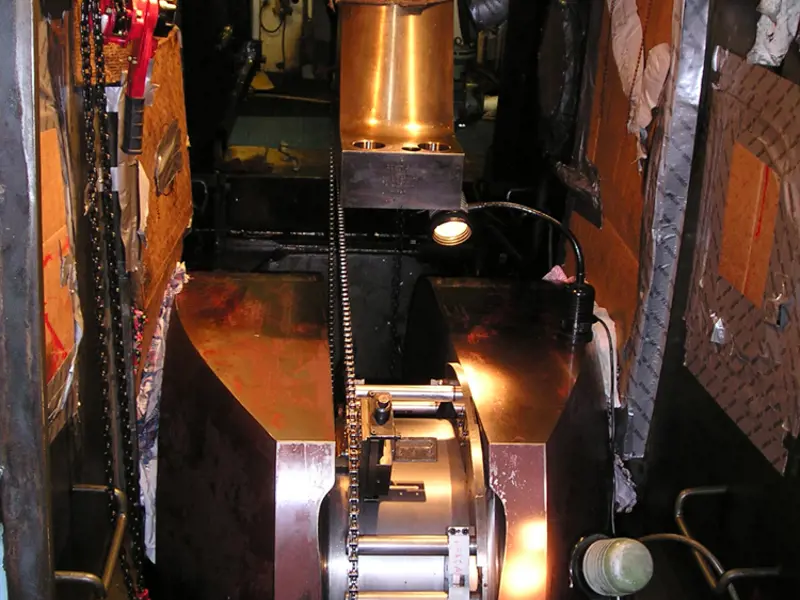
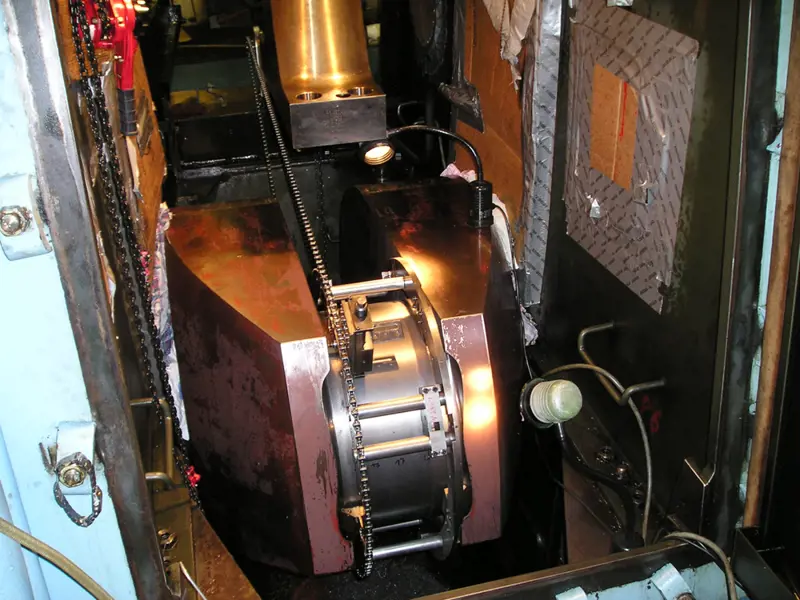
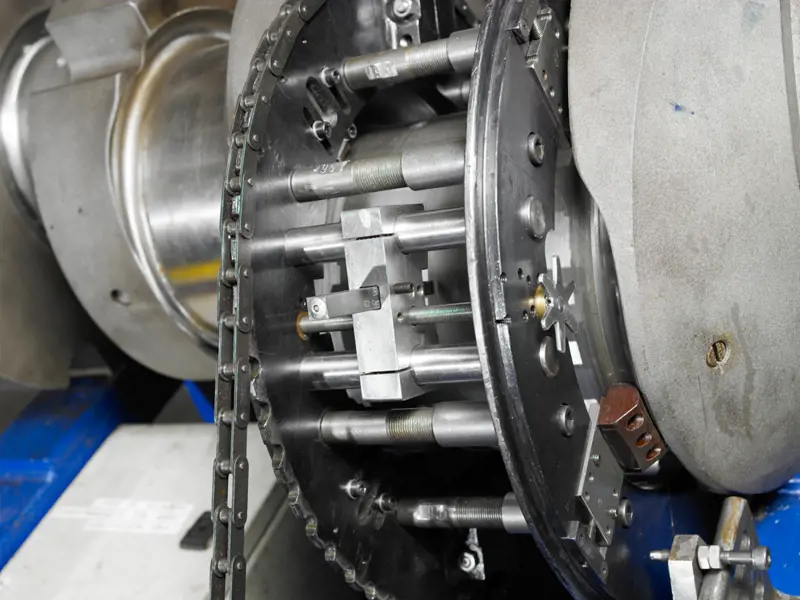
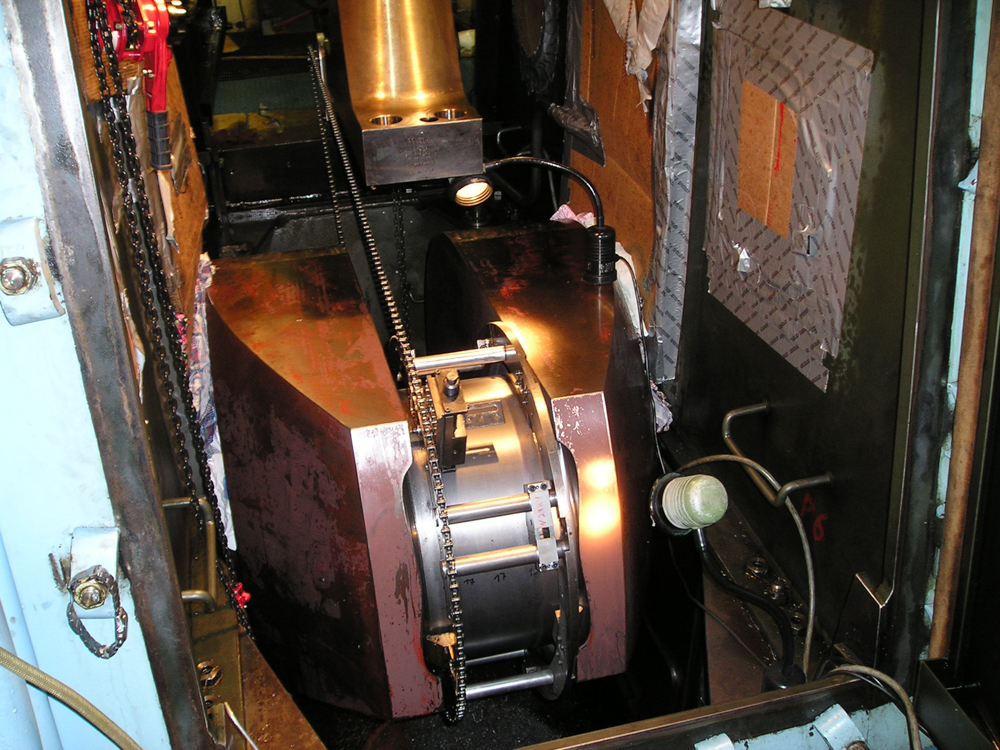
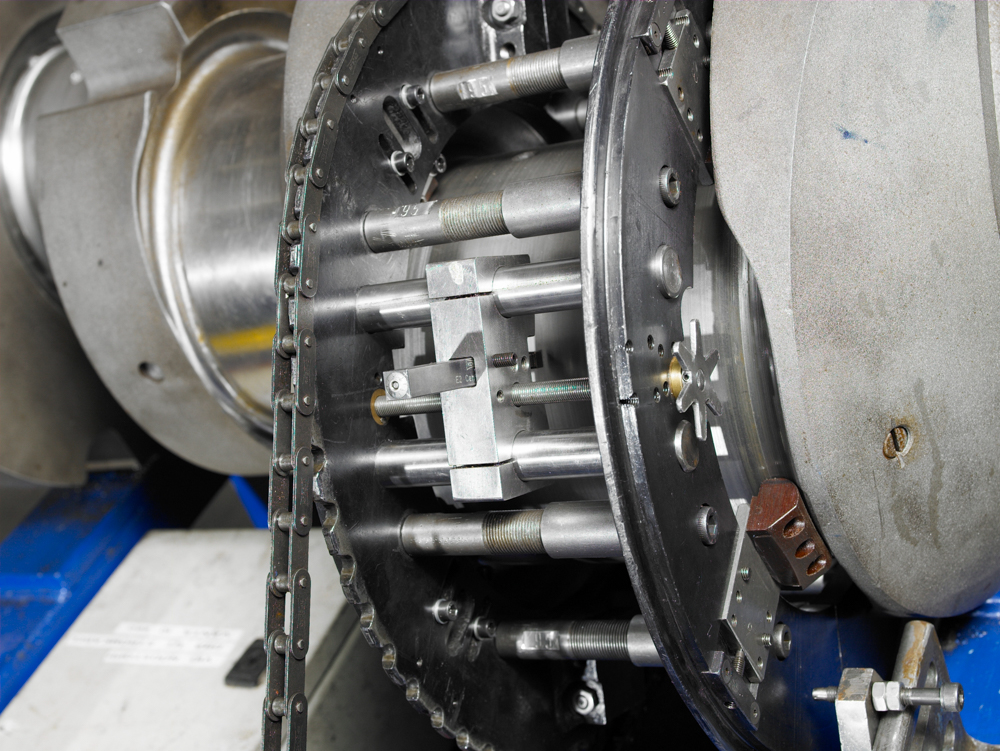
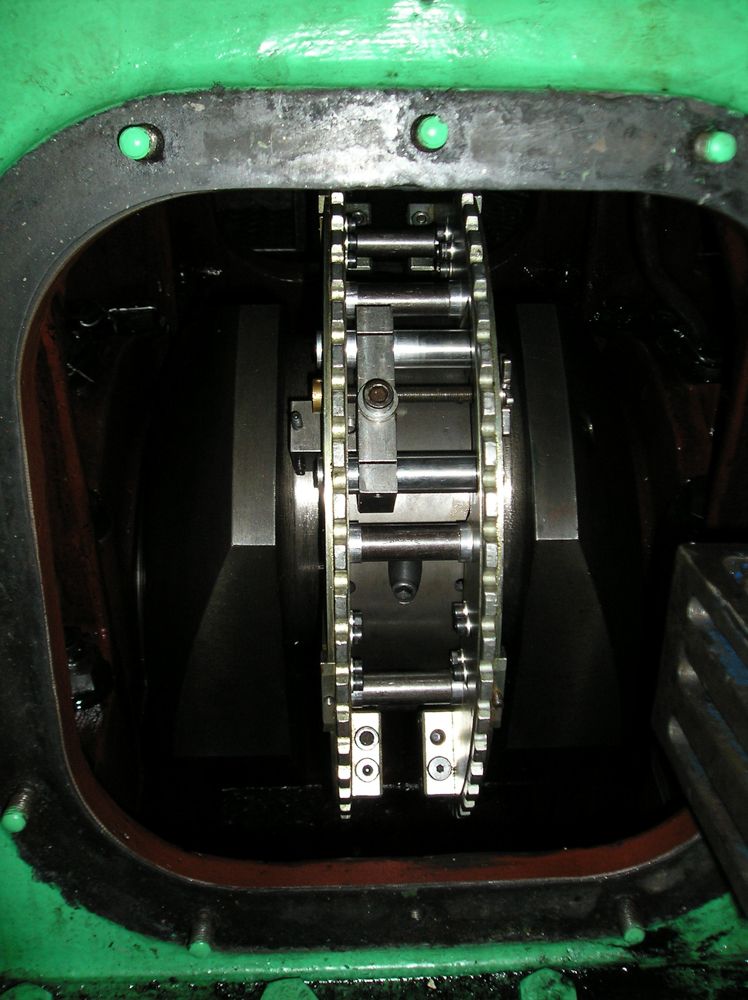
Bearbejdning af krumtapper
Al ombearbejdning af krumtapaksler sker i henhold til vores Metalock Engineering-procesbeskrivelse "Bearbejdning af krumtapper" og skal give en tilfredsstillende overfladefinish, der er inden for den oprindelige motorproducents tolerancer. Den afsluttende gennemgang omfatter magnetpulverprøvning, overfladehårdhed, dimensioner, excentricitet, overfladefinish og forvrængning af krumtapskive.
Alle aflæsninger rapportes og registreres til vores kunders kvalitetsoptegnelser.