Det blev besluttet, at bearbejdning in situ ville være det mest omkostningseffektive middel til at gennemføre de nødvendige ændringer af huset
En traditionel metode til eftermonteringsopgradering er at udskifte det eksisterende indvendige modul med et modul med ekstra rækker af rotorblade. På grund af konstruktionen måtte disse turbinehuse imidlertid ændres for at kunne modtage de større løftehuller til rotorblade. Det blev besluttet, at bearbejdning in situ ville være det mest omkostningseffektive middel til at gennemføre de nødvendige ændringer af huset. Alternativet ville have været at demontere turbinerne helt, men tid og omkostninger samt sundheds- og sikkerhedskrav i forbindelse med asbest udelukkede dette. Metalock Engineering havde det nødvendige udstyr og den nødvendige ekspertise til at udføre det komplekse bearbejdningsarbejde.
Virksomheden blev indkaldt til drøftelser om, hvordan man bedst kunne løse opgaven i at bearbejde huset, så det var i stand til at modtage større sæt af rotorblade. Forskellige flader og diametre skulle bearbejdes for at kunne modtage nye løftehuller til rotorblade. Løftehullerne til rotorblade består af 3 sektioner pr. halvdel, der er spejlvendt omkring midten. Der er altså 12 separate løftehuller til rotorblade i hver turbine.
For at spare tid udviklede Metalock Engineering et program til at bearbejde to kabinetter på én gang ved hjælp af to af deres egne design og fremstillede 6 meter lange borespindler med en diameter på 250 mm
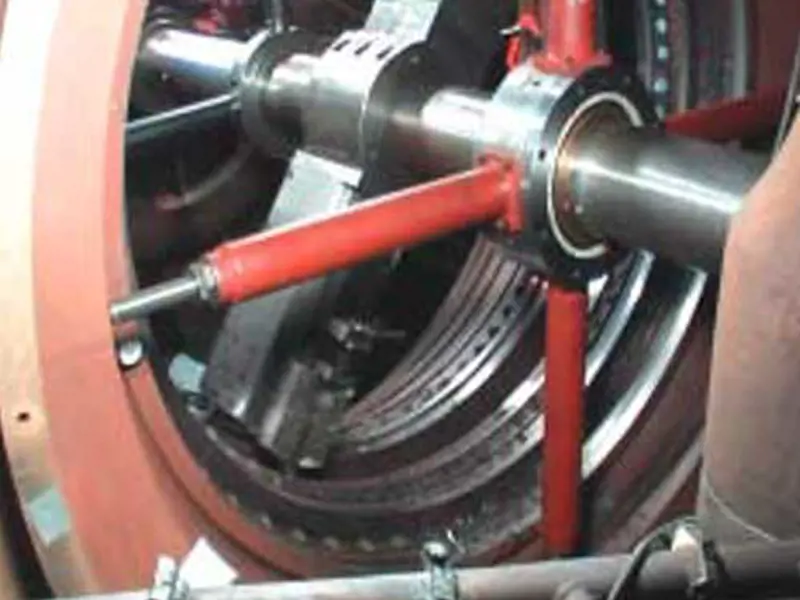
For at spare tid udtænkte Metalock Engineering et program til at bearbejde to hylstre på én gang ved hjælp af to af deres egne design og fremstillede 6 meter lange borespindler med en diameter på 250 mm. Disse blev sat på groft på plads inde i de nederste hylstre. De øverste hylstre blev derefter midlertidigt boltet fast, og borespindlerne blev indstillet til referencepunktdiametre i hver ende af LP-hylstret og låst fast. Hver borespindel havde separate gearkasser, der var indstillet uafhængigt af hinanden. Bearbejdningskravene var at opnå ±0,5 mm på diametre mellem 1900 mm og 3,5 meter og aksiale grænser på ±0,2 mm til ±0,3 mm. Profilen på de nye statiske klingebærere krævede et cirkulært spor med nøjagtigt udskårne flader, skuldre og affasninger. Efter afslutningen af de to indledende udhulninger blev en af borespindlerne flyttet til den tredje maskine og indstillet til at gentage øvelsen.
Ved hjælp af Metalocks specialdesignede broboringsanlæg blev der boret, gevindskåret og udboret huller i det nederste dødpunkt af alle hullerne for at acceptere radiale placeringsnøgler og forhindre, at de faste holdere roterede.
Den anvendte teknik var den første af sin slags og krævede derfor en betydelig indlæringskurve, men Metalock Engineering var i stand til at løse opgaven til alle parters tilfredshed.