1 June 2024

To taper-bore out the shell bosses to accept the tapered tuyere cooler housings which hold the cooler’s. The copper tuyeres are used to inject hot blast air at over 2000ºC into the furnace just above the hearth area.
The first operation for the Metalock team was to assemble a drill jig on the inside and outside faces of No 1 tuyere holder to drill and tap four equi-spaced holes 0.625 inch diameter x 1 inch deep on a 38.5 inch PCD These holes were used to mount a boring bar assembly, with inner and outer bearing supports.
Each boring bar had a telescope fitted to the outer end and the bar aligned visually with the furnace central datum and a datum point on the opposite inner shell through a central hole through the boring bar.
To speed up the boring process 2 identical boring machines were used each working on adjacent cooler holders simultaneously. Both boring machines incorporated hydraulic drive gearbox and a tool-post assembly that traversed along linear rails set at an angle of 7 degrees to produce the taper required through each of the fifteen tuyere bosses measuring 5.187 inch(132mm) thick.
Then the faces and the inner diameter of the bore was machined to 31.921 inches (811mm).
The outer bore was stepped by a further 0.125 inches (3mm) to provide relief for the cooler holder and give a diameter of 33.980 inches (863mm).
 Re-machining the top flange on a blast furnace in steel plant
Re-machining the top flange on a blast furnace in steel plant
 Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
Metalock Engineering Steel Industry Revamp Projects On Site CNC Machining
 Large Coupling bolthole machining in India
Large Coupling bolthole machining in India
 Millstand Screwdown Modification
Millstand Screwdown Modification
 Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
Blast Furnace Rebuild – Re-boring 15 tapered tuyere cooler holder bores
 Flange faces being machined to accommodate a new Main Inlet Valve
Flange faces being machined to accommodate a new Main Inlet Valve
 Redrilling of Bearings
Redrilling of Bearings
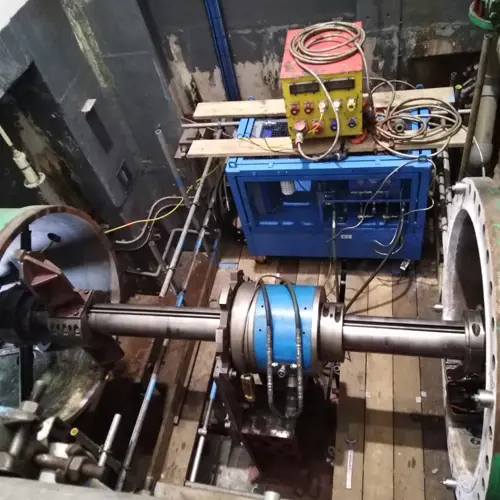
 Repair on a Conventional Turning Machine
Repair on a Conventional Turning Machine
 Manufacture of a Crankshaft
Manufacture of a Crankshaft
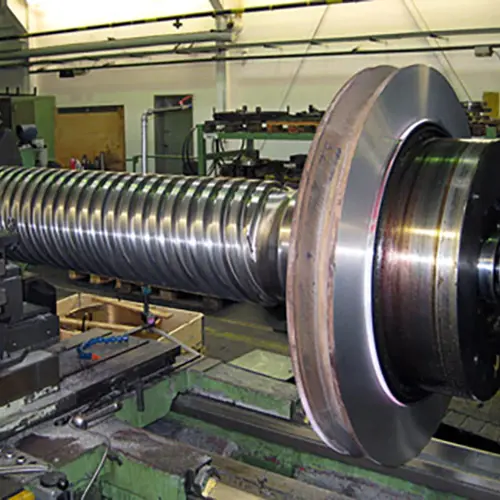
 Re-turning of a LP Housing with 4 m Diameter
Re-turning of a LP Housing with 4 m Diameter
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



