Drax es la mayor central eléctrica de carbón del Reino Unido, con una capacidad total ligeramente inferior a los 4000 MW
Drax es la mayor central eléctrica de carbón del Reino Unido, con una capacidad total ligeramente inferior a los 4000 MW. Cuando se construyó, en 1974, tenía tres turbinas de 660 MW y en 1986 se añadieron otras tres. Gracias a su equipo de desulfuración de gases de combustión, es la central de carbón más limpia del Reino Unido y genera alrededor del 7 % de la electricidad de este país. Es propiedad de Drax Group plc.
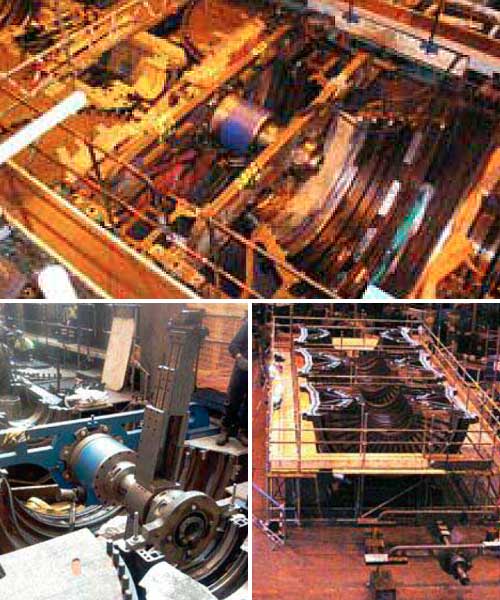
Alcance de los trabajos de Metalock para cada turbina, consistente en 3 carcasas de baja presión por turbina:
- Profundización de las ranuras existentes (asientos de soporte) en las filas 1 y 2 de las mitades superior e inferior de la carcasa en LP1, LP2 y LP3, para dar cabida a hojas más grandes en esa zona de la turbina.
- También se mecanizaron las zonas de escape en LP1, LP2 y LP3 para dejar más espacio libre en la carcasa y poder instalar hojas más grandes en los extremos de escape de cada carcasa de baja presión.
- Para permitir la instalación de nuevos soportes de cojinetes, Metalock taladró y golpeteó una serie de nuevos orificios M56/M64 en los 6 soportes de cojinetes.
Además, se taladraron, golpetearon y clavaron cada una de las ubicaciones de los diafragmas en los 3 cilindros de baja presión situados a 0 grados en la carcasa superior y a 180 grados en la carcasa inferior para permitir la instalación de chavetas antigiro. Los trabajos de perforación se realizaron con nuestra máquina de perforación portátil de 250 mm de diámetro.