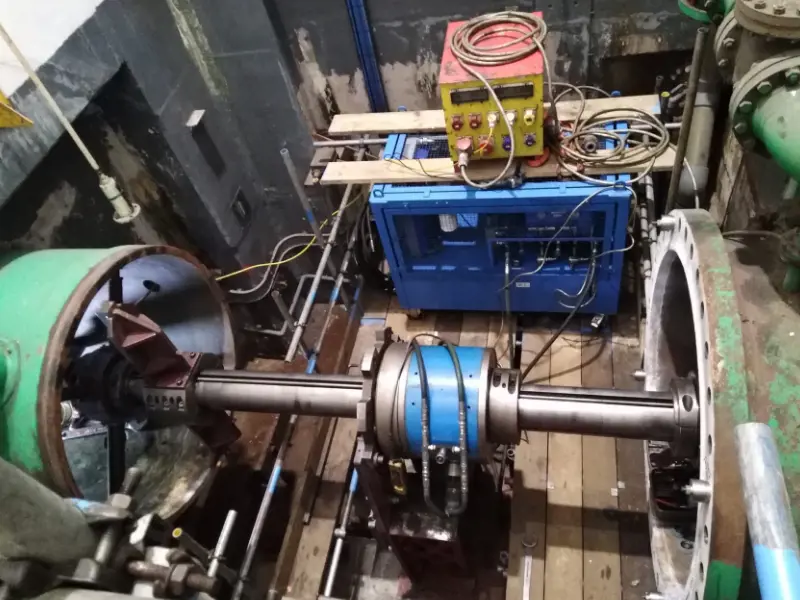
Metalock instaló una barra de perforación de 150 mm de diámetro entre las dos bridas de una gran válvula antirretorno y mecanizó previamente los orificios para proporcionar una buena superficie para las reparaciones de soldadura in situ. Una vez finalizada la soldadura y los ensayos no destructivos (END), se volvió a colocar la barra de taladrado y se mecanizaron de nuevo los orificios a sus tamaños originales.
Se mecanizaron las caras de la brida para alojar una nueva válvula de entrada principal. El lado de la corriente ascendente se mecanizó interna y externamente para permitir la aplicación de un revestimiento de acero inoxidable a la tubería de entrada existente. A continuación, se mecanizó a medida para permitir el montaje de las válvulas de sustitución. La brida aguas abajo también se mecanizó con la separación correcta utilizando la misma máquina.