Mecanizado in situ
A lo largo de los 27 años de funcionamiento en el entorno hostil de una planta siderúrgica, estos muñones se desgastan mucho y se vuelven desiguales en la mitad inferior de sus diámetros, lo que dificulta la obtención de un vertido suave. Una solución consiste en sustituir los resistentes muñones de acero fundido, pero los largos plazos de entrega y la necesidad de desmontar todo el revestimiento refractario para acceder a los más de 250 remaches de 38 mm de diámetro y 300 mm de longitud que fijan cada muñón a la cuchara y extraerlos impiden esta opción. Hay que tener muy en cuenta los costes y el tiempo de inactividad.
En la planta de Corus Port Talbot, el problema se resolvió restituyendo los muñones a sus diámetros originales mediante técnicas de mecanizado in situ y colocación de manguitos. El trabajo lo realizó Metalock Engineering, que ya ha reparado 18 cucharas de colada utilizadas en la planta. El tiempo de inactividad de la cuchara no aumentó, ya que las reparaciones se programaron para hacerlas coincidir con el mantenimiento del revestimiento refractario de la cuchara.
Además de los muñones principales, hay dos muñones auxiliares de compensación a cada lado que se utilizan para inclinar las cucharas 90º cuando se encuentran en fosos de mantenimiento, normalmente para realizar trabajos en revestimientos refractarios. Estos elementos auxiliares, que se fijan a la espita del muñón principal mediante placas terminales soldadas, también se desgastan y es necesario sustituirlos.
El proceso de Metalock
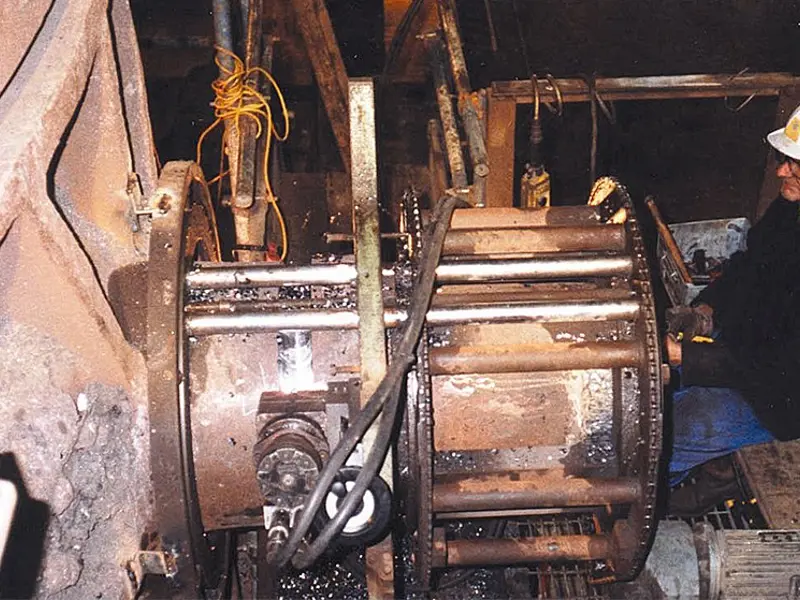
La secuencia de operaciones de Metalock comenzó cortando con llama la placa delantera que sujetaba los dos muñones auxiliares y eliminando la soldadura de ambas placas con arco de aire. De este modo, el muñón principal de 560 mm de diámetro y su espita de 406 mm de diámetro quedaron libres para el mecanizado. A continuación, se fijó una fresadora orbital especialmente diseñada mediante un dispositivo a la espita y se fresó el muñón hasta alcanzar un diámetro de 510 mm en toda su longitud de 356 mm, dejando un radio de 22 mm en la esquina interior. El dispositivo de fresado se sustituyó por una herramienta de torneado y el acabado del muñón se redujo a 500 mm.
A continuación, se invirtió la fijación para situarla en el muñón recién mecanizado y limpiar el diámetro de la espita mediante torneado, reduciéndolo de 406 mm de diámetro a 400 mm. De esta forma, quedaba ya listo para dar cabida a nuevas placas terminales y muñones auxiliares. Sin embargo, antes de montarlos, se encogió un anillo EN14a de 570 mm de diámetro en el eje de manguito de 500 mm de diámetro y se mecanizó hasta alcanzar un diámetro de 560 mm.
El uso del fresado orbital para eliminar el material del muñón principal ahorra tiempo y la operación de torneado final consigue un buen acabado. La fresadora orbital gira mediante un motor de corriente continua que proporciona velocidad variable, mientras que el cabezal de fresado es accionado por un motor hidráulico.