Se decidió que el mecanizado en el emplazamiento sería el medio más rentable de realizar las modificaciones necesarias en la carcasa
Una forma tradicional de realizar el reacondicionamiento consiste en sustituir el módulo interior existente por uno con filas adicionales de álabes. Sin embargo, debido al diseño, estas carcasas de turbina tuvieron que modificarse para cabida a los portaálabes de mayor tamaño. Se decidió que el mecanizado en el emplazamiento sería el medio más rentable de realizar las modificaciones necesarias en la carcasa. La alternativa habría sido desmantelar las turbinas por completo, pero el tiempo, el coste de la operación y los requisitos sanitarios y de seguridad relacionados con el amianto, lo impidieron. Metalock Engineering disponía del tipo de equipo y la experiencia necesarios para llevar a cabo los complejos trabajos de mecanizado.
Se recurrió a la empresa para estudiar la mejor manera de mecanizar la carcasa para dar cabida a conjuntos de álabes de mayor tamaño. Hubo que mecanizar varias caras y diámetros para que pudiesen caber los nuevos portaálabes. Los portaálabes están compuestos por 3 secciones por mitad, reflejadas en el centro. De esta forma, en cada turbina hay 12 portaálabes diferentes.
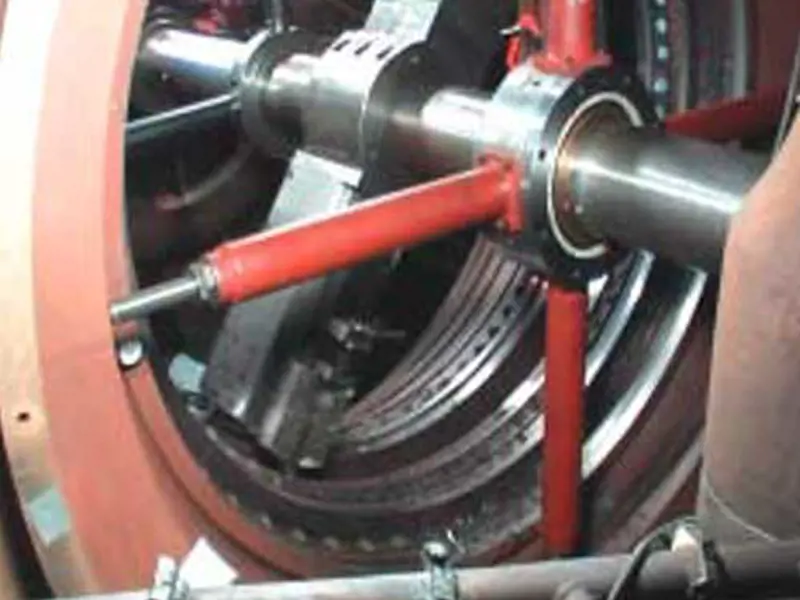
Para ahorrar tiempo, Metalock Engineering ideó un programa para mecanizar dos carcasas a la vez utilizando dos barras de perforación de diseño y fabricación propios de 6 metros de longitud y 250 mm de diámetro
Para ahorrar tiempo, Metalock Engineering ideó un programa para mecanizar dos carcasas a la vez utilizando dos barras de perforación de diseño y fabricación propios de 6 metros de longitud y 250 mm de diámetro. Estas barras se colocaron en su posición dentro de las carcasas inferiores. A continuación, se atornillaron temporalmente las carcasas superiores y se fijaron las barras de perforación a los diámetros de referencia en cada extremo de la carcasa de baja presión. Cada barra de perforación disponía de cajas de engranajes de accionamiento independientes entre sí. Los requisitos del mecanizado consistían en conseguir ±0,5 mm en diámetros comprendidos entre 1900 mm y 3,5 metros y límites axiales de ±0,2 mm a ±0,3 mm. El perfil de los nuevos portaálabes estáticos requería una ranura circular con caras, resaltes y chaflanes cortados con precisión. Una vez terminado el trabajo de las dos carcasas iniciales, se trasladó una de las barras de perforación a la tercera máquina y se preparó para repetir el ejercicio.
Utilizando la plataforma de taladrado de puentes diseñada específicamente por Metalock, se taladraron, golpetearon y avellanaron orificios en las posiciones de punto muerto inferior de todas las ranuras de cuchilla portadora para dar cabida a chavetas de ubicación radial y evitar que los portadores fijos giraran.
Era la primera vez que se utilizaba la técnica y supuso un importante aprendizaje para Metalock Engineering, pero se consiguió el objetivo y todas las partes quedaron satisfechas.