Drax est la plus grande centrale électrique à charbon du Royaume-Uni, avec une capacité totale d’un peu moins de 4000 MW
Drax est la plus grande centrale électrique à charbon du Royaume-Uni, avec une capacité totale d’un peu moins de 4000 MW. À sa construction initiale en 1974, elle était équipée de trois turbines de 660 MW, puis trois autres ont été ajoutées en 1986. Grâce à son équipement de désulfuration des gaz de combustion, c’est la centrale à charbon la plus propre du Royaume-Uni et elle produit environ 7 % de l’électricité du pays. Elle est détenue par Drax Group plc.
Le cahier des charges de Metalock pour chaque turbine, composé de 3 BP par turbine concernée, était le suivant :
- Approfondissement des rainures existantes (sièges de support) dans les rangées 1 et 2 des moitiés supérieure et inférieure du carter sur les BP1, BP2 et BP3, afin d’accepter des pales plus grandes dans cette zone de la turbine.
- Les zones d’échappement ont également été usinées sur les BP1, BP2 et BP3 afin d’obtenir un plus grand dégagement dans le carter et de pouvoir installer des pales plus grandes aux extrémités de l’échappement de chaque BP.
- Pour permettre l’installation de nouveaux chapeaux de palier, Metalock a percé et taraudé une série de nouveaux trous M56/M64 dans les 6 socles de palier.
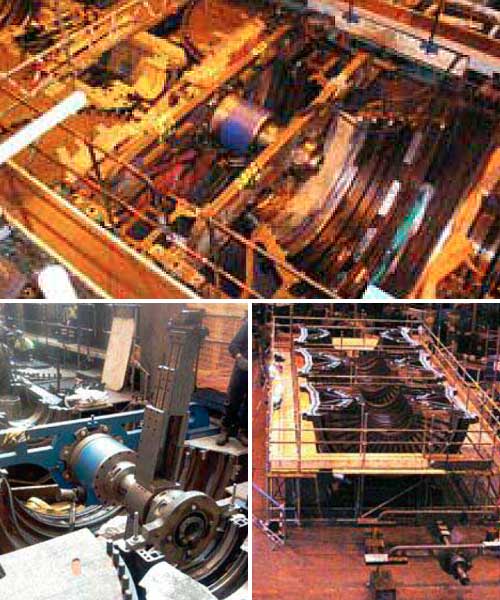
En outre, chacun des emplacements du diaphragme dans les 3 cylindres BP situés à 0 degré dans l’enveloppe supérieure et à 180 degrés dans l’enveloppe inférieure a été percé, taraudé et chevillé pour permettre la mise en place de clés anti-rotation. L’alésage a été réalisé à l’aide de notre machine d’alésage portable d’un diamètre de 250 mm spécialement conçue à cet effet.