Es wurde entschieden, dass die Vor-Ort-Bearbeitung die kostengünstigste Methode zur Durchführung der erforderlichen Änderungen am Gehäuse sein würde
Eine traditionelle Art der Nachrüstung besteht darin, das vorhandene Innenmodul durch ein Modul mit zusätzlichen Schaufelreihen zu ersetzen. Konstruktionsbedingt mussten diese Turbinengehäuse jedoch geändert werden, um die größeren Schaufelträger aufzunehmen. Es wurde entschieden, dass die Vor-Ort-Bearbeitung die kostengünstigste Methode zur Durchführung der erforderlichen Änderungen am Gehäuse sein würde. Die Alternative wäre gewesen, die Turbinen vollständig zu demontieren, aber der Zeit- und Kostenaufwand sowie die Gesundheits- und Sicherheitsanforderungen in Bezug auf Asbest ließen dies nicht zu. Metalock Engineering verfügte über die nötige Ausrüstung und das Fachwissen, um die komplexen Bearbeitungen durchzuführen.
Das Unternehmen wurde hinzugezogen, um zu erörtern, wie die Bearbeitung des Gehäuses zur Aufnahme größerer Schaufeln am besten erfolgen kann. Für die Aufnahme der neuen Schaufelträger mussten verschiedene Flächen und Durchmesser herausgearbeitet werden. Die Schaufelträger bestehen aus 3 Teilen pro Hälfte, die in der Mitte gespiegelt sind. In jeder Turbine befinden sich also 12 einzelne Schaufelträger.
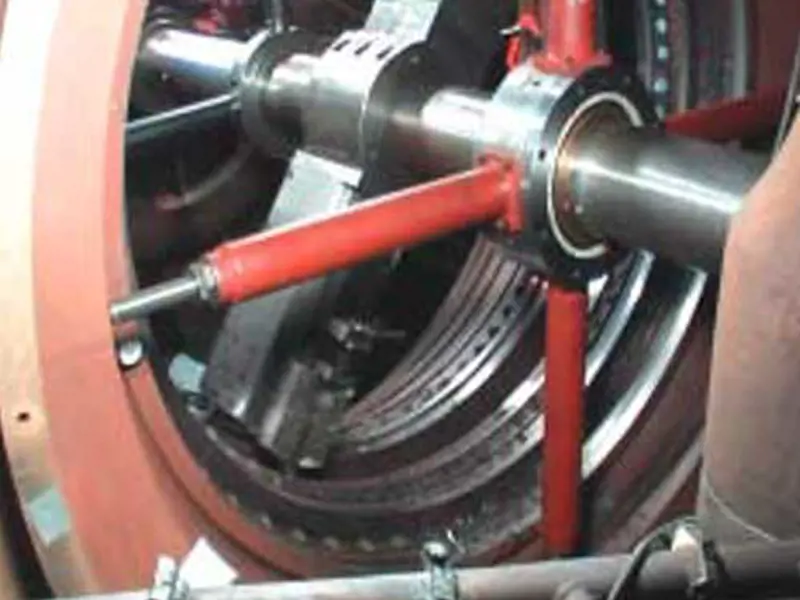
Um Zeit zu sparen, entwickelte Metalock Engineering ein Programm zur gleichzeitigen Bearbeitung von zwei Gehäusen unter Verwendung von zwei selbst konstruierten und hergestellten 6 m langen Bohrstangen mit einem Durchmesser von 250 mm
Um Zeit zu sparen, entwickelte Metalock Engineering ein Programm zur gleichzeitigen Bearbeitung von zwei Gehäusen unter Verwendung von zwei selbst konstruierten und hergestellten 6 m langen Bohrstangen mit einem Durchmesser von 250 mm. Diese wurden grob in den unteren Gehäusen positioniert. Anschließend wurden die oberen Gehäuse provisorisch verschraubt und die Bohrstangen auf die Bezugspunkte der Durchmesser an beiden Enden des LP-Gehäuses eingestellt und in ihrer Position arretiert. Jede Bohrstange verfügte über separate, unabhängig voneinander eingestellte Antriebsgetriebe. Die Anforderungen an die Bearbeitung waren ±0,5 mm bei Durchmessern zwischen 1900 mm und 3,5 Metern und axiale Grenzen von ±0,2 mm bis ±0,3 mm. Das Profil der neuen statischen Schaufelträger erforderte einen kreisförmigen Schlitz mit exakt geschnittenen Flächen, Schultern und Fasen. Nach Abschluss der beiden ersten Bohrungen wurde eine der Bohrstangen zur dritten Maschine gebracht und für die Wiederholung der Übung eingerichtet.
Mit dem von Metalock eigens entwickelten Turm zum Bohren von Brücken wurden an den unteren Totpunkten aller Schlitze der Schaufelträgernuten Löcher gebohrt, mit Gewinden versehen und gesenkt, um radiale Positionierungskeile aufzunehmen und zu verhindern, dass sich die fixierten Träger drehen.
Die eingesetzte Technik war eine Premiere und erforderte einen beträchtlichen Lernprozess, aber Metalock Engineering konnte die Anforderungen zur Zufriedenheit der anderen Parteien erfüllen.