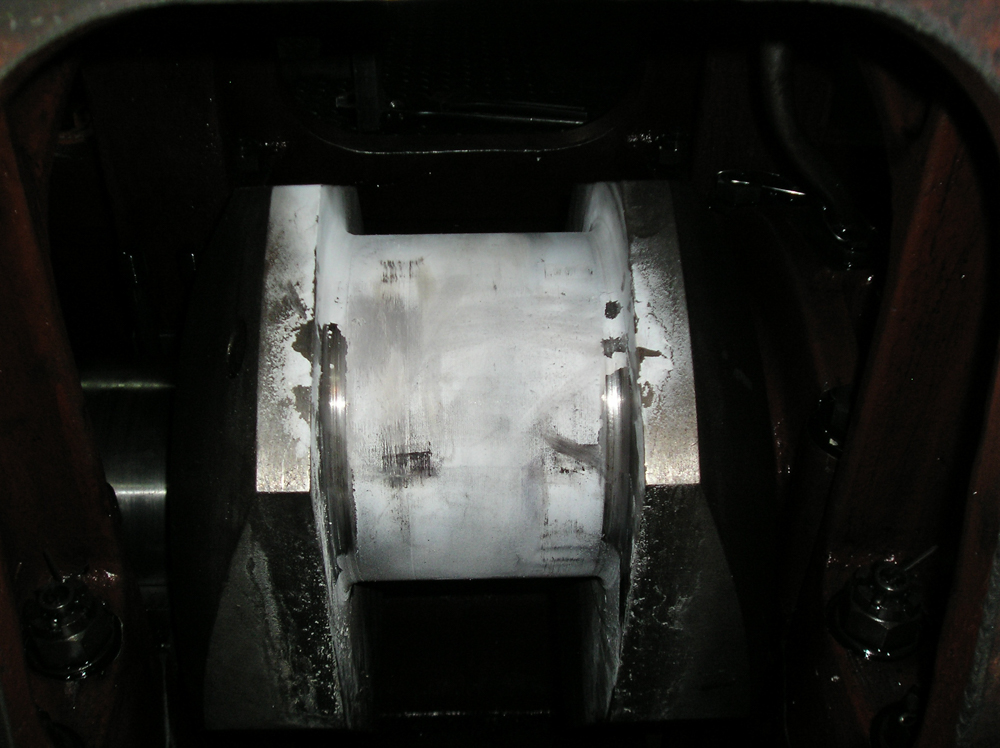
Hitzegeschädigte Kurbelzapfendurchmesser
Möglicherweise benötigen Sie dieses Glühverfahren nicht, es wurde jedoch auf Nachfrage seitens vieler unserer Kunden entwickelt. Mit ihm soll die Härte beschädigter oder hitzegeschädigter Kurbelzapfendurchmesser reduziert werden. Die Anwendung ist auf einteilige geschmiedete Kurbelwellen aus vergütetem Stahl beschränkt, die keiner Oberflächenhärtung mittels Induktionshärten oder Nitrieren unterzogen wurden.
Vor einer etwaigen Wärmebehandlung muss die Materialspezifikation (idealerweise einschließlich des Härteverfahrens) bekannt sein, um sicherzustellen, dass die beim Glühen verwendete Temperatur nicht die bei der ursprünglichen Härtung verwendete Temperatur übersteigt. Nach dem Glühen muss die Oberflächenhärte des so behandelten Bereichs innerhalb des vom Originalmotorhersteller angegebenen Bereichs liegen.
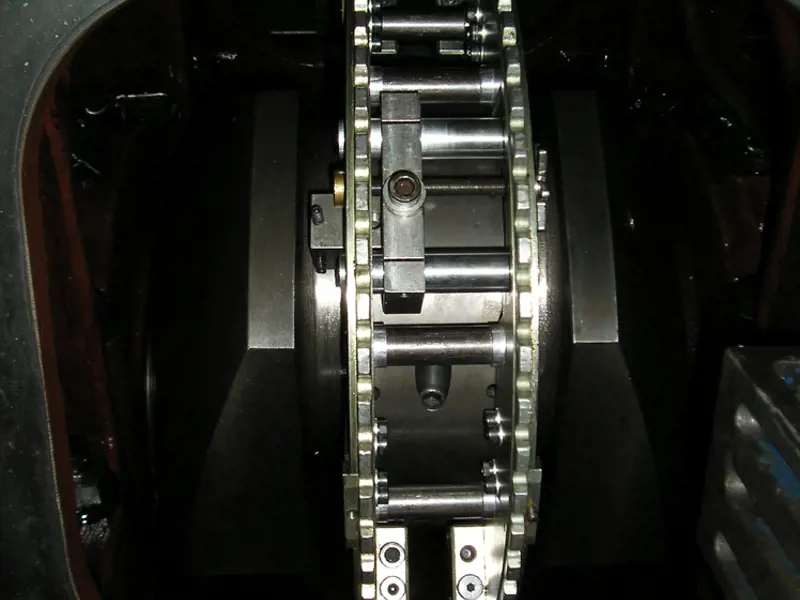
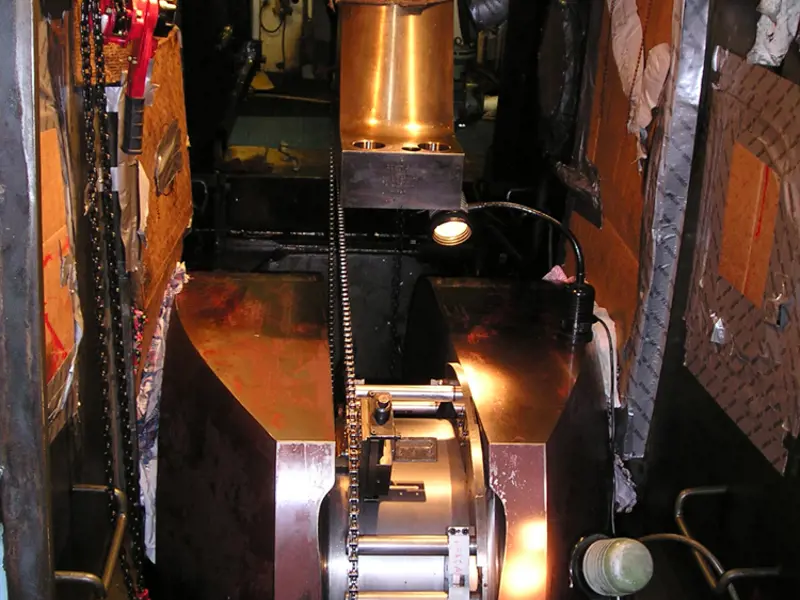
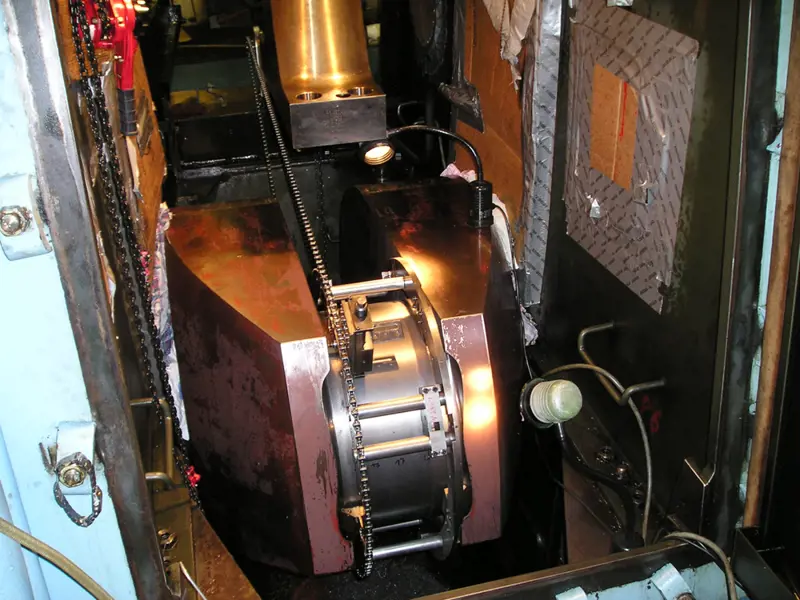
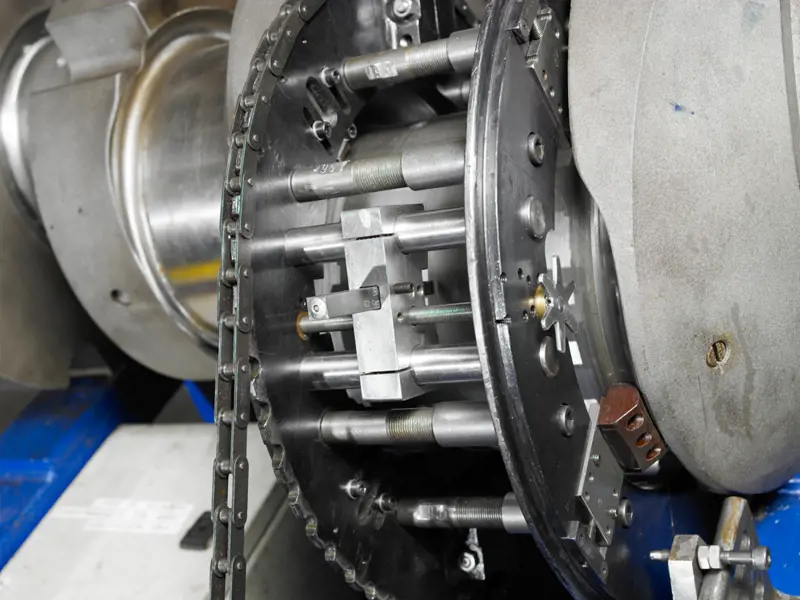
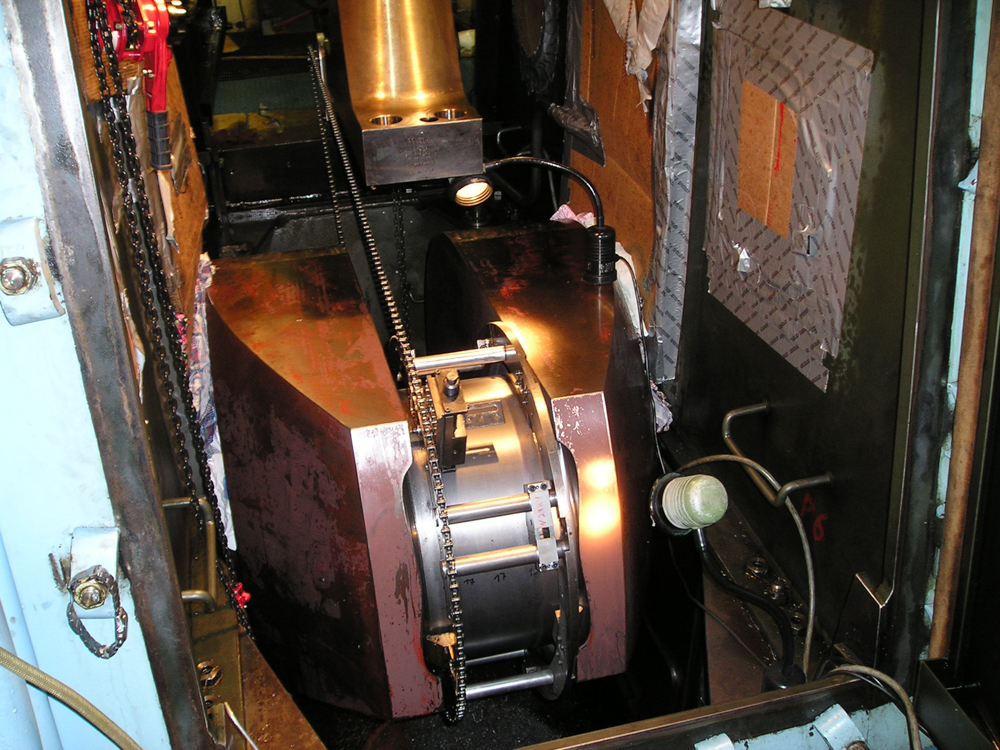
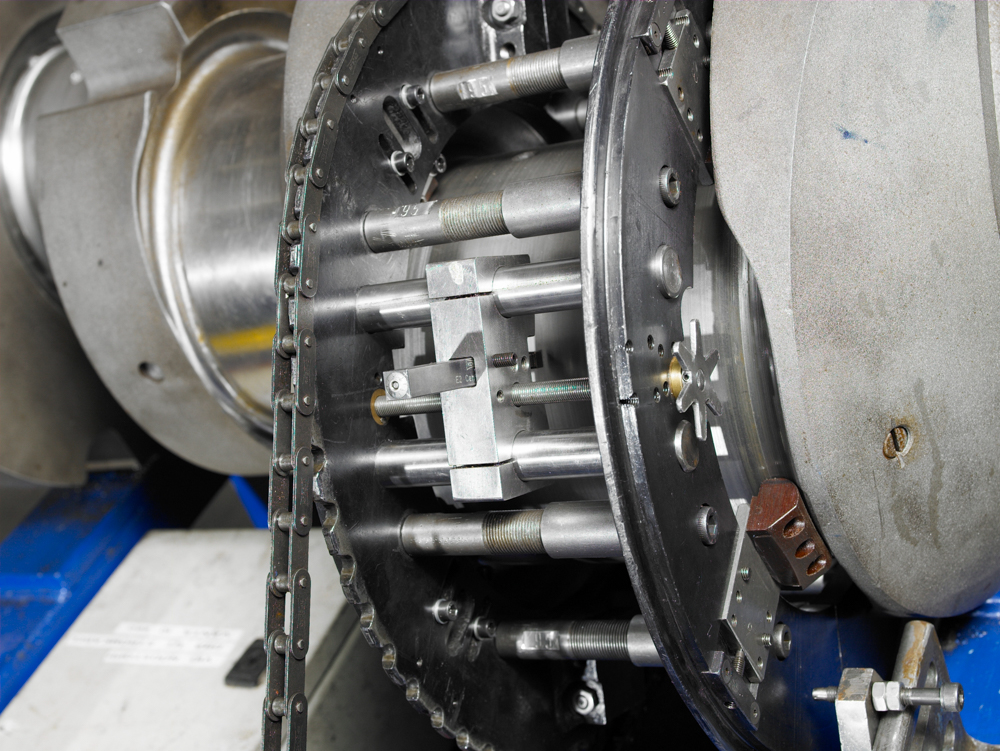
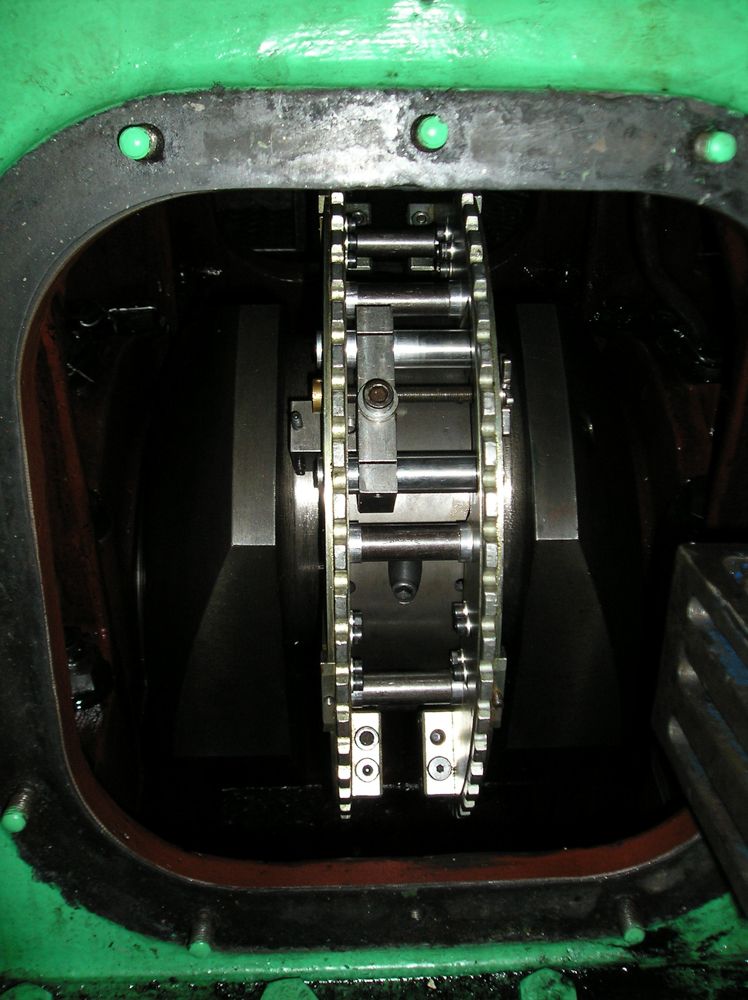
Mechanische Bearbeitung von Kurbelzapfendurchmesser
Sämtliche Aufarbeitungen von Kurbelwellen erfolgen gemäß der Prozessbeschreibung „Mechanische Bearbeitung von Kurbelzapfendurchmesser“ von Metalock Engineering und müssen zu einer zufriedenstellenden Oberflächengüte führen, die innerhalb der Toleranzen des Originalmotorherstellers liegt. Die Endprüfung umfasst Magnetpulverprüfungen und Prüfungen der Oberflächenhärte, der Abmessungen, der Lauftoleranz, der Oberflächengüte und des Verzugs der Kurbelwangen.
Alle Messwerte werden angegeben und für die Qualitätsaufzeichnungen unserer Kunden erfasst.