
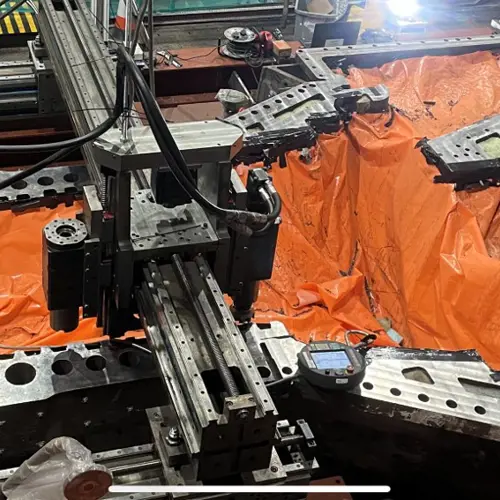
Rather than unthread and carefully transport the 13 metre-long rotor shaft from a 110 MW GT8 generator to workshops 300 km away to have a scored journal area machined, a South East Asian company called in the Metalock Engineering Group recently to orbitally machine the damaged shaft in situ.
 Turbine Blade Carrier Repair
Turbine Blade Carrier Repair
 Turbine Cylinder and Rotor Modifications
Turbine Cylinder and Rotor Modifications
 Brush Turbo Generator Machining Slip Rings In Situ
Brush Turbo Generator Machining Slip Rings In Situ
 Fan Shaft Recovery following bearing failure
Fan Shaft Recovery following bearing failure
 Metropolitan Vickers Hydro Turbine casing repair
Metropolitan Vickers Hydro Turbine casing repair
 Generator Rotor Journal Diameter re-machined in situ
Generator Rotor Journal Diameter re-machined in situ
 160MW Gas Turbine Cylinder Boring
160MW Gas Turbine Cylinder Boring
 Hydro Electric Power Station, North Wales
Hydro Electric Power Station, North Wales
 Hydro Turbine 3D scan
Hydro Turbine 3D scan
 In situ re-machining of a HP/IP/LP turbine horizontal joint face
In situ re-machining of a HP/IP/LP turbine horizontal joint face
Get in contact
How can we help you? We offer a 24/7 worldwide emergency response. Please select from the options below to contact us.
Submit an Enquiry Office Locations Quick Contacts Careers



