Prelucrare in situ
După 27 de ani de funcţionare în mediul dur al unui combinat siderurgic, aceste axuri au devenit foarte uzate şi neuniforme pe jumătatea inferioară a diametrului lor, ceea ce a cauzat dificultăţi în obţinerea unei turnări uniforme. O soluţie este înlocuirea axurilor robuste din oţel dur, însă termenele de livrare prelungite şi necesitatea de a îndepărta toată căptuşeala refractară pentru a avea acces şi pentru a îndepărta peste 250 de nituri cu diametrul de 38 mm şi lungimea de 300 mm care fixează fiecare ax pe oala de turnare nu permit utilizarea acestei opţiuni. Trebuie luate în considerare aspecte serioase legate de costuri şi de timpul de nefuncţionare.
La combinatul Corus din Port Talbot, problema a fost rezolvată prin restabilirea diametrelor iniţiale ale axurilor, folosind tehnici de prelucrare in situ şi acoperire cu manşon. Lucrările au fost efectuate de Metalock Engineering, care a reparat până la momentul respectiv optsprezece oale de turnare cu dop utilizate în cadrul combinatului. Timpul de nefuncţionare a oalei nu a crescut, deoarece reparaţiile au fost programate să coincidă cu întreţinerea căptuşelii refractare a oalei.
Pe lângă axurile principale, există două axuri auxiliare decalate pe fiecare parte, care sunt folosite pentru a înclina oalele de turnare la 90 de grade atunci când se află în canale de întreţinere, de obicei pentru lucrările efectuate la căptuşelile refractare. Aceste dispozitive auxiliare, care sunt fixate pe extensia spiţelor axului principal cu plăci de capăt sudate, se uzează şi ele şi trebuie înlocuite.
Procesul Metalock
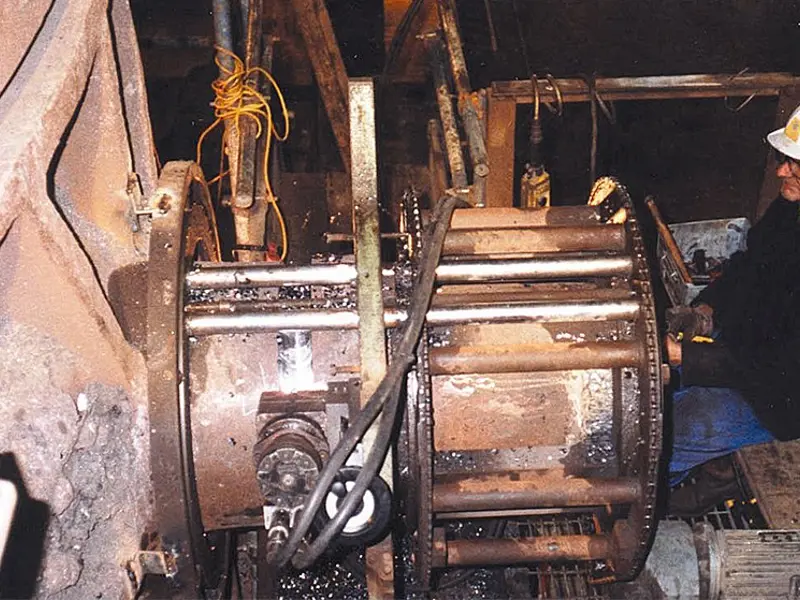
Secvenţa de operaţiuni a companiei Metalock a început prin tăierea cu flacără a plăcii frontale care susţinea cele două axuri auxiliare şi prin îndepărtarea cu arc electric, acţionată pneumatic, a sudurii de pe ambele plăci. Acest lucru a lăsat un spaţiu liber pentru prelucrarea axului principal cu diametrul de 560 mm şi a spiţei sale cu diametrul de 406 mm. O maşină de frezare orbitală special concepută a fost apoi ataşată prin intermediul unui dispozitiv de fixare la spiţă, iar axul a fost frezat la un diametru de 510 mm pe toată lungimea sa de 356 mm, lăsând o rază de 22 mm la colţul interior. Dispozitivul de frezare a fost înlocuit cu o sculă de strunjire, iar axul a fost finisat la 500 mm.
Dispozitivul de fixare a fost apoi inversat pentru a fi amplasat pe axul nou prelucrat, pentru a curăţa diametrul spiţei prin strunjire, reducându-l de la 406 mm la 400 mm. Apoi s-a putut efectua montarea noilor plăci de capăt şi a axurilor auxiliare. Însă înainte ca acestea să fie montate, un inel EN14a cu diametrul de 570 mm a fost montat prin contracţie în arborele scurt cu diametrul de 500 mm şi prelucrat pentru finisare la un diametru de 560 mm.
Utilizarea frezării orbitale pentru a îndepărta materialul de pe axul principal economiseşte timp, iar operaţiunea finală de strunjire permite obţinerea unui finisaj corespunzător. Maşina de frezare orbitală se roteşte cu ajutorul unui motor de curent continuu pentru a asigura o viteză variabilă, în timp ce capul de frezare este acţionat de un motor hidraulic.