
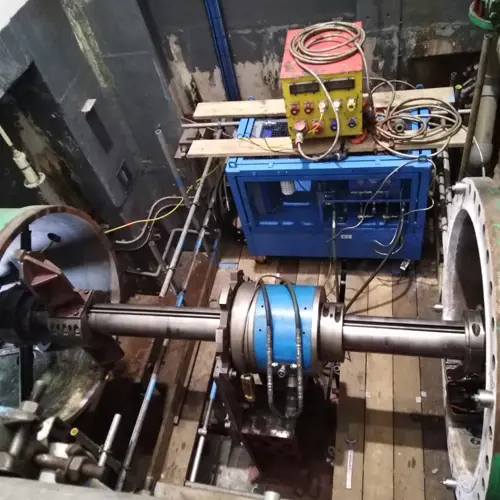
Dank des Vor-Ort-Orbitaldrehens von Metalock Engineering können die Walzen einer Richtmaschine im Trägerwalzwerk bei Corus in Teesside genauso schnell gewechselt werden wie die der weiter oben in der Produktionslinie befindlichen Warmwalzwerke, was zu einer erheblichen Verbesserung der Produktionsraten führt.
 Metalock Engineering Stahlindustrie-Modernisierungsprojekte Vor-Ort-CNC-Bearbeitung
Metalock Engineering Stahlindustrie-Modernisierungsprojekte Vor-Ort-CNC-Bearbeitung
 Große Bohrung für Kupplungsschraube in Indien
Große Bohrung für Kupplungsschraube in Indien
 Mühlenstand Verschraubung Modifikation
Mühlenstand Verschraubung Modifikation
 Umbau eines Hochofens - Aufbohren von 15 konischen Bohrungen für Düsenstockhalter
Umbau eines Hochofens - Aufbohren von 15 konischen Bohrungen für Düsenstockhalter
 Bearbeitung der Flanschflächen für die Aufnahme eines neuen Haupteinlassventils
Bearbeitung der Flanschflächen für die Aufnahme eines neuen Haupteinlassventils
 Nachbohren von Lagern
Nachbohren von Lagern
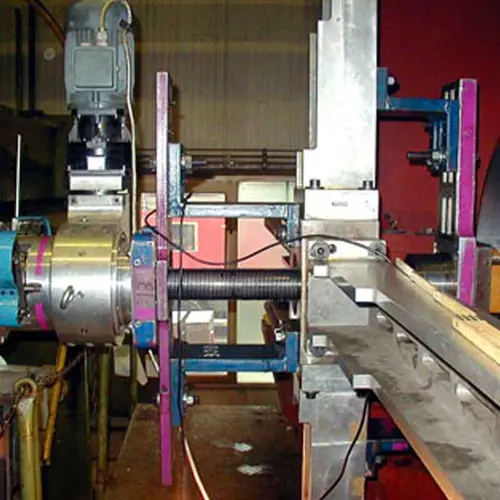
 Reparatur an einer konventionellen Drehmaschine
Reparatur an einer konventionellen Drehmaschine
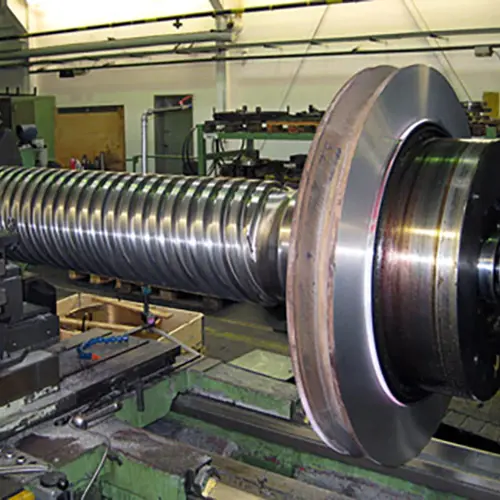
 Herstellung einer Kurbelwelle
Herstellung einer Kurbelwelle
 Umdrehen eines LP-Gehäuses mit 4 m Durchmesser
Umdrehen eines LP-Gehäuses mit 4 m Durchmesser
 Neuentwicklung eines LP Außengehäuses (Schweißkonstruktion)
Neuentwicklung eines LP Außengehäuses (Schweißkonstruktion)
Kontaktaufnahme
Wie können wir Ihnen helfen? Wir bieten einen weltweiten Notfalldienst – rund um die Uhr, sieben Tage die Woche. Wählen Sie eine der nachfolgenden Möglichkeiten, um uns zu kontaktieren.
Anfrage senden Standorte Schnellkontakte Stellenbörse



