Lavorazione in situ
Nel corso di 27 anni di funzionamento nell'ambiente severo di un'acciaieria, questi perni portanti si sono gravemente usurati e sono diventati irregolari nella metà inferiore dei loro diametri, causando difficoltà nell'ottenere una colata omogenea. Una soluzione è quella di sostituire i robusti perni portanti in acciaio fuso, ma i tempi di consegna prolungati e la necessità di smontare tutto il rivestimento refrattario per accedere e rimuovere gli oltre 250 rivetti da 38 mm di diametro e 300 mm di lunghezza che fissano ciascun perno portante alla siviera precludono questa opzione. Occorre considerare i costi e i tempi di inattività.
Presso lo stabilimento Corus di Port Talbot, il problema è stato risolto riportando i perni portanti ai diametri originali, utilizzando tecniche di lavorazione e di manicatura in sito. Il lavoro è stato eseguito da Metalock Engineering, che ha riparato diciotto siviere utilizzate nell'impianto. I tempi di fermo della siviera non sono aumentati, poiché le riparazioni sono state programmate in coincidenza con la manutenzione del rivestimento refrattario della siviera.
Oltre ai perni portanti principali, su ciascun lato sono presenti due perni portanti ausiliari disassati che vengono utilizzati per ribaltare le siviere attraverso il 90° quando si trovano nelle fosse di manutenzione, in genere per interventi sui rivestimenti refrattari. Anche questi ausiliari, fissati all'estensione del perno portante principale con piastre saldate, si usurano e devono essere sostituiti.
Il processo di Metalock
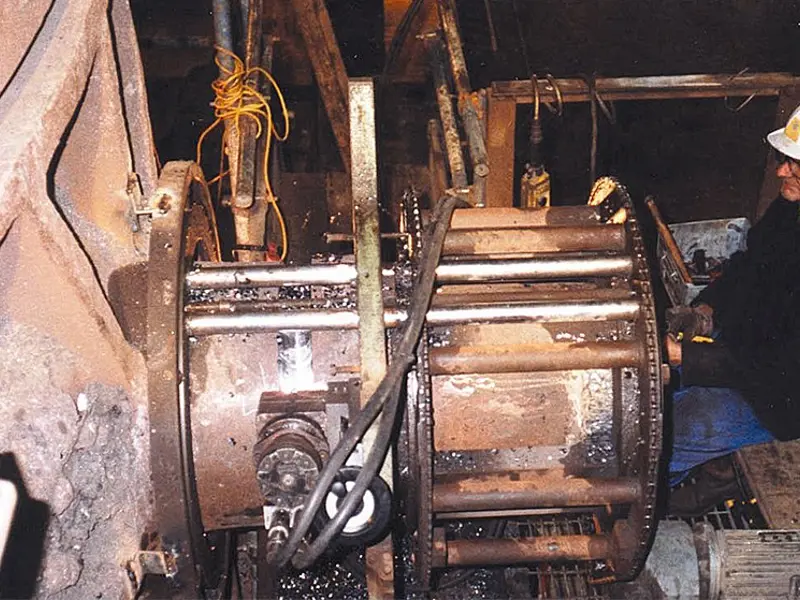
La sequenza di operazioni di Metalock è iniziata con il taglio a fiamma della piastra anteriore che reggeva i due perni portanti ausiliari e con la rimozione ad arco d'aria delle saldature da entrambe le piastre. In questo modo, il perno portante principale di 560 mm di diametro e il suo raccordo di 406 mm di diametro erano liberi per la lavorazione. Una fresatrice orbitale appositamente progettata è stata quindi collegata tramite un fissaggio al raccordo e il perno portante è stato fresato a 510 mm di diametro per tutta la sua lunghezza di 356 mm, lasciando un raggio di 22 mm nell'angolo interno. Il dispositivo di fresatura è stato sostituito con un utensile di tornitura e la finitura del perno portante è stata ridotta a 500 mm.
L'attrezzatura è stata poi invertita per posizionarsi sul perno portante appena lavorato per ripulire il diametro del raccordo mediante tornitura, riducendolo da 406 mm di diametro a 400 mm. Era quindi pronto ad accogliere le nuove piastre terminali e i perni portanti ausiliari. Prima di montarli, tuttavia, è stato applicato un anello termorestringente EN14a da 570 mm sul raccordo di 500 mm di diametro e la finitura è stata tornita a 560 mm di diametro.
L'uso della fresatura orbitale per rimuovere il materiale dal perno portante principale fa risparmiare tempo e l'operazione finale di tornitura consente di ottenere una buona finitura. La fresatrice orbitale ruota grazie a un motore a corrente continua a velocità variabile, mentre la testa di fresatura è azionata da un motore idraulico.