Drax è la più grande centrale elettrica a carbone del Regno Unito, con una capacità totale di poco inferiore ai 4.000 MW
Drax è la più grande centrale elettrica a carbone del Regno Unito, con una capacità totale di poco inferiore ai 4.000 MW. Quando venne costruita nel 1974, aveva tre turbine da 660 MW e nel 1986 ne sono state aggiunte altre tre. Con i suoi impianti di desolforazione dei gas di scarico, è la centrale a carbone più pulita del Regno Unito e genera circa il 7% dell'elettricità del Regno Unito. È di proprietà di Drax Group plc.
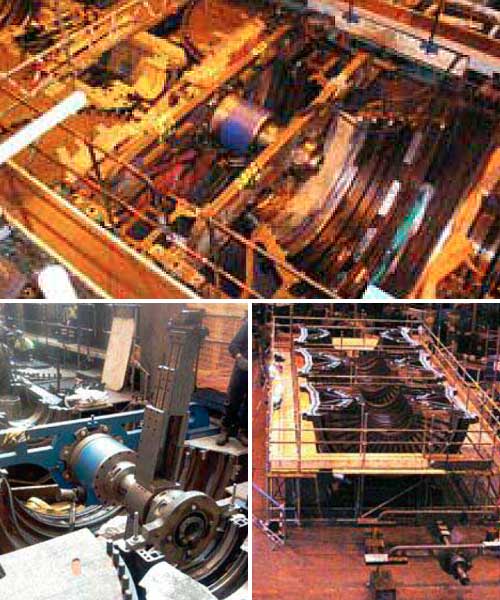
Programma di lavoro di Metalock per ogni turbina, composto da 3 valori di bassa pressione (LP) per ogni turbina coinvolta:
- Abbassamento delle scanalature esistenti (sedi del supporto) nelle file 1 e 2 in entrambe le metà superiori e inferiori dell'involucro su LP1, LP2 e LP3, per accettare pale più grandi in quell'area della turbina.
- Su LP1, LP2 e LP3 sono state lavorate anche le aree di scarico, per fornire un maggiore spazio nell'involucro in modo da poter installare lame più grandi alle estremità di scarico di ogni LP.
- Per consentire il montaggio di nuovi cuscinetti, Metalock ha praticato una serie di fori M56/M64 nei 6 piedistalli dei cuscinetti.
Inoltre, ciascuna delle posizioni del diaframma nei 3 cilindri LP posizionati a 0° nell'involucro superiore e a 180° nell'involucro inferiore è stata forata, maschiata e tassellata per consentire l'inserimento di chiavette antirotazione. L'alesatura è stata completata utilizzando la nostra alesatrice portatile specifica da 250 mm.