Si è deciso che la lavorazione in situ sarebbe stata il mezzo più economico per realizzare le modifiche all'involucro richieste
Un metodo tradizionale di aggiornamento retrofit consiste nel sostituire il modulo interno esistente con uno dotato di file supplementari di lame. Tuttavia, a causa del progetto, è stato necessario modificare le casse delle turbine per accettare i portapale più grandi. Si è deciso che la lavorazione in situ sarebbe stata il mezzo più economico per realizzare le modifiche all'involucro richieste. L'alternativa sarebbe stata quella di smantellare completamente le turbine, ma i tempi e i costi, nonché i requisiti di salute e sicurezza relativi all'amianto, lo hanno impedito. Metalock Engineering disponeva del tipo di attrezzature e delle competenze necessarie per eseguire le lavorazioni complesse.
L'azienda è stata chiamata a discutere su come affrontare al meglio il compito di lavorare le casse per accogliere set di lame più grandi. È stato necessario lavorare varie facce e diametri per accogliere i nuovi portalame. I portalame sono composti da 3 sezioni per metà, speculari al centro. Quindi in ogni turbina ci sono 12 portalame separati.
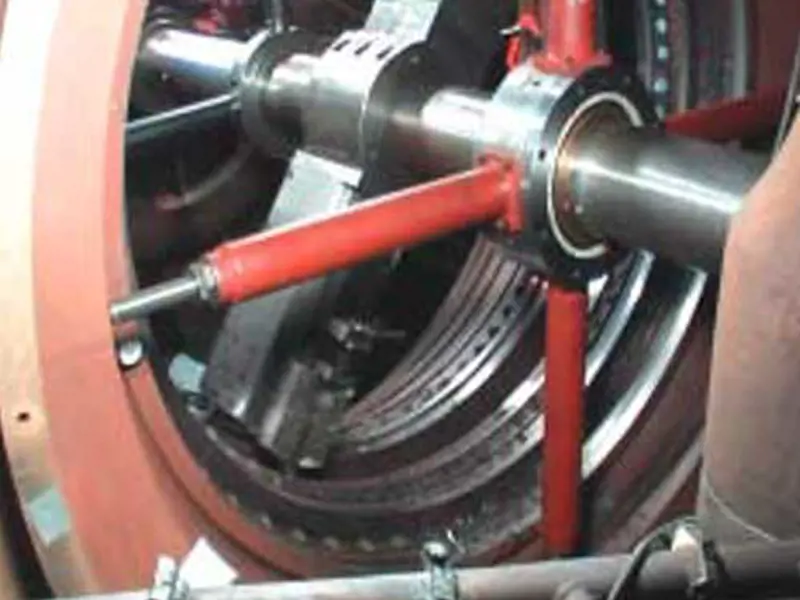
Per risparmiare tempo, Metalock Engineering ha ideato un programma per lavorare due casse alla volta utilizzando due barre di alesaggio di propria progettazione e produzione lunghe 6 metri e con un diametro di 250 mm
Per risparmiare tempo, Metalock Engineering ha ideato un programma per la lavorazione di due casse alla volta, utilizzando due barre di alesaggio da 6 metri di lunghezza e 250 mm di diametro di propria progettazione e produzione. Questi sono stati posizionati in modo approssimativo all'interno delle casse inferiori. Le casse superiori sono state quindi avvitate temporaneamente e le barre di alesatura sono state impostate sui diametri di riferimento a ciascuna estremità dell'involucro LP e bloccate in posizione. Ciascuna barra di alesatura era dotata di riduttori di trasmissione separati e indipendenti l'uno dall'altro. I requisiti di lavorazione erano di ottenere ±0,5 mm su diametri compresi tra 1900 mm e 3,5 metri e limiti assiali compresi tra ±0,2 mm e ±0,3 mm. Il profilo dei nuovi portalame statici richiedeva una scanalatura circolare con facce, spalle e smussi accuratamente tagliati. Una volta completate le due casse iniziali, una delle barre di alesatura è stata spostata sulla terza macchina e impostata per ripetere l'esercizio.
Utilizzando l'impianto di foratura a ponte appositamente progettato da Metalock, sono stati praticati fori, filettati e svasati in corrispondenza del punto morto inferiore di tutti gli slot delle lame portanti per accogliere le chiavette di posizionamento radiali e impedire la rotazione dei supporti fissi.
La tecnica impiegata è stata la prima e ha comportato una notevole curva di apprendimento, ma Metalock Engineering è stata in grado di realizzare quanto richiesto con soddisfazione delle altre parti.