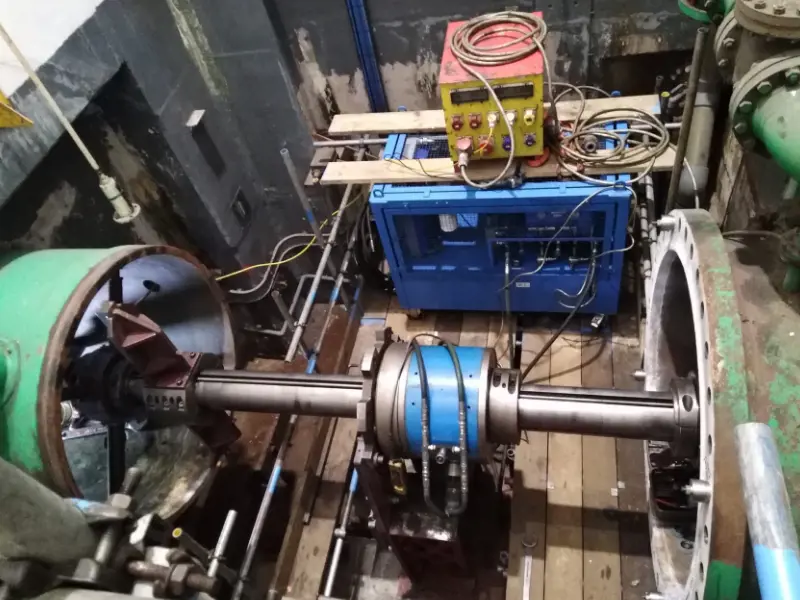
Metalock ustawił wytaczadło o średnicy 150 mm, które zostało ustawione między 2 współpracującymi kołnierzami dużego NRV (zaworu zwrotnego) i wstępnie obrobił otwory, aby zapewnić dobrą powierzchnię do napraw spawalniczych in situ. Po zakończeniu spawania i NDT (badań nieniszczących) wytaczak został ponownie ustawiony, a następnie otwory zostały ponownie obrobione do oryginalnych rozmiarów.
Obróbka powierzchni czołowych kołnierzy w celu zamontowania nowego głównego zaworu wlotowego. Górna strona strumienia została obrobiona wewnętrznie i zewnętrznie, aby umożliwić nałożenie nakładki ze stali nierdzewnej na istniejącą rurę wlotową. Została ona następnie obrobiona do rozmiaru rysunkowego, aby umożliwić montaż zaworów zastępczych. Kołnierz za zaworem został również obrobiony do odpowiedniej szczeliny przy użyciu tej samej maszyny.