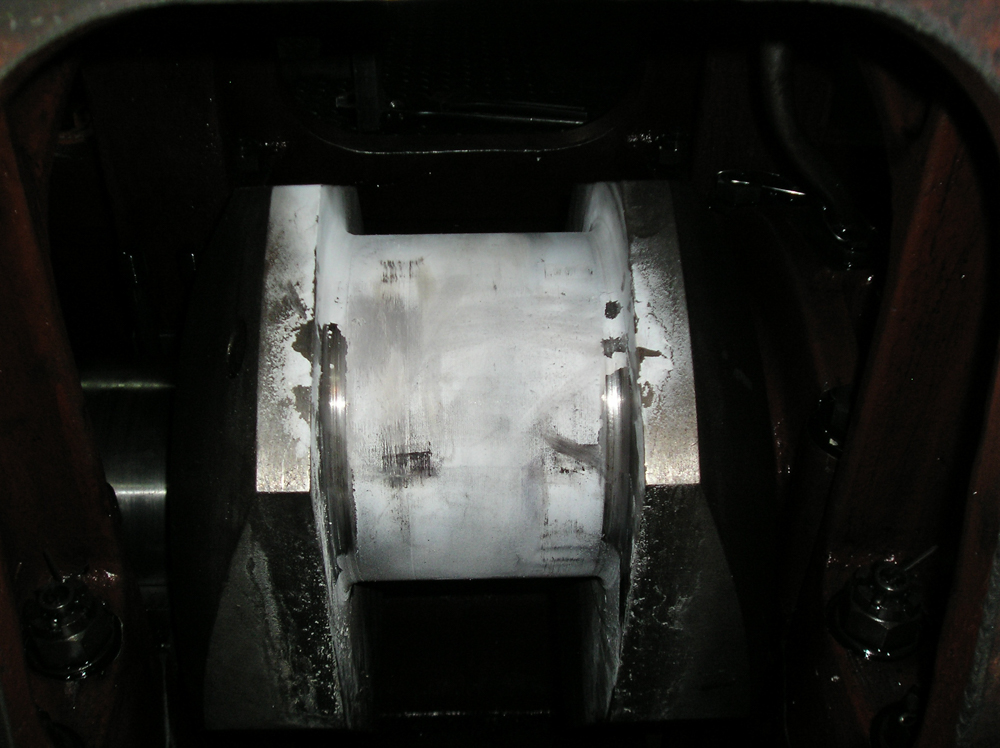
Średnice czopów korbowych poddanych działaniu zbyt wysokiej temperatury
Proces wyżarzania nie zawsze jest potrzebny, ale został stworzony na liczne żądania klientów. Celem jest zmniejszenie twardości uszkodzonych lub poddanych działaniu zbyt wysokiej temperatury czopów korbowych. Ta metoda jest zarezerwowana dla jednoelementowych, kutych wałów korbowych wykonanych ze stali odpuszczonej, które nie zostały poddane utwardzaniu powierzchniowemu przez hartowanie indukcyjne lub azotowanie.
Przed rozpoczęciem obróbki cieplnej należy zapoznać się ze specyfikacją materiałową, w tym również z procesem odpuszczania, tak aby zastosowana temperatura wyżarzania nie przekroczyła temperatury fabrycznego odpuszczania. Po wyżarzaniu twardość powierzchni wyżarzanego obszaru musi mieścić się w zakresie podanym przez producenta silnika.
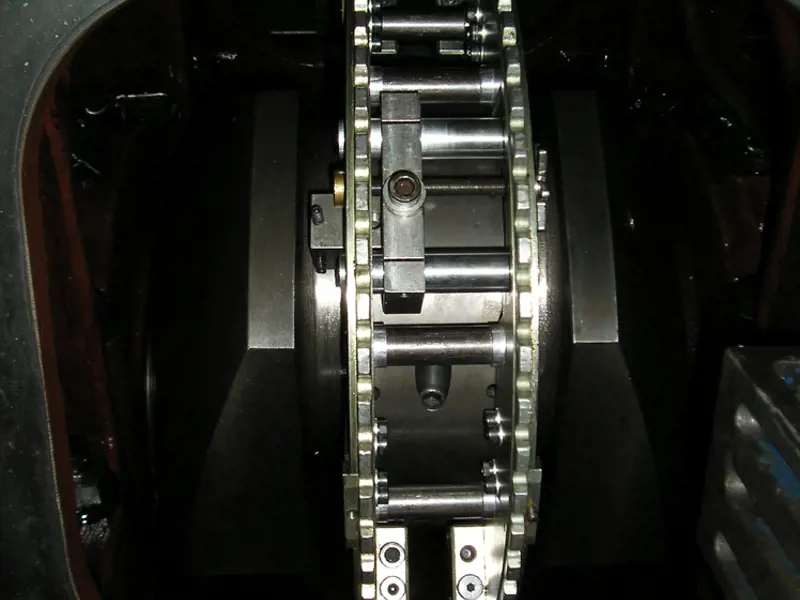
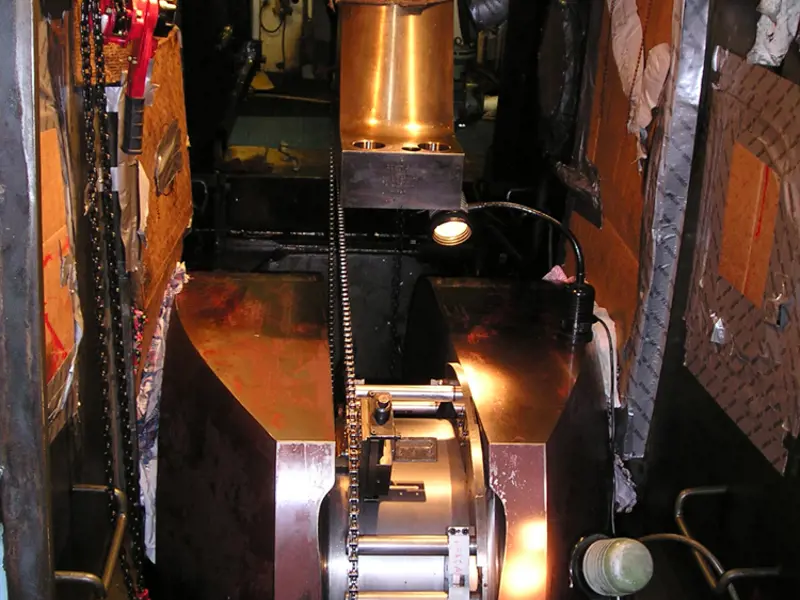
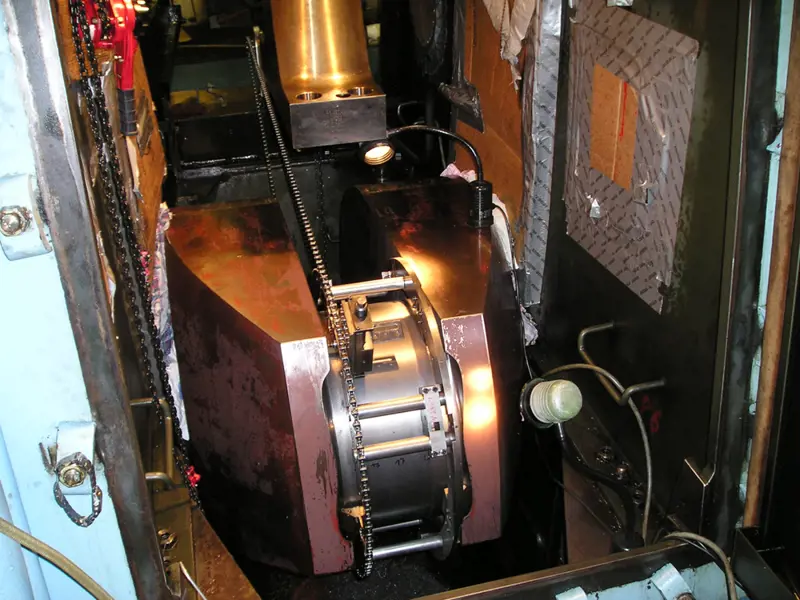
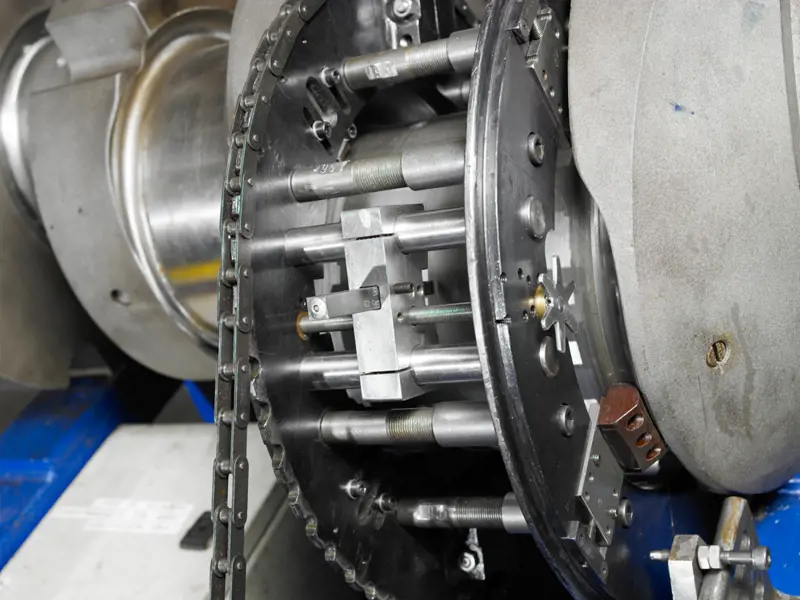
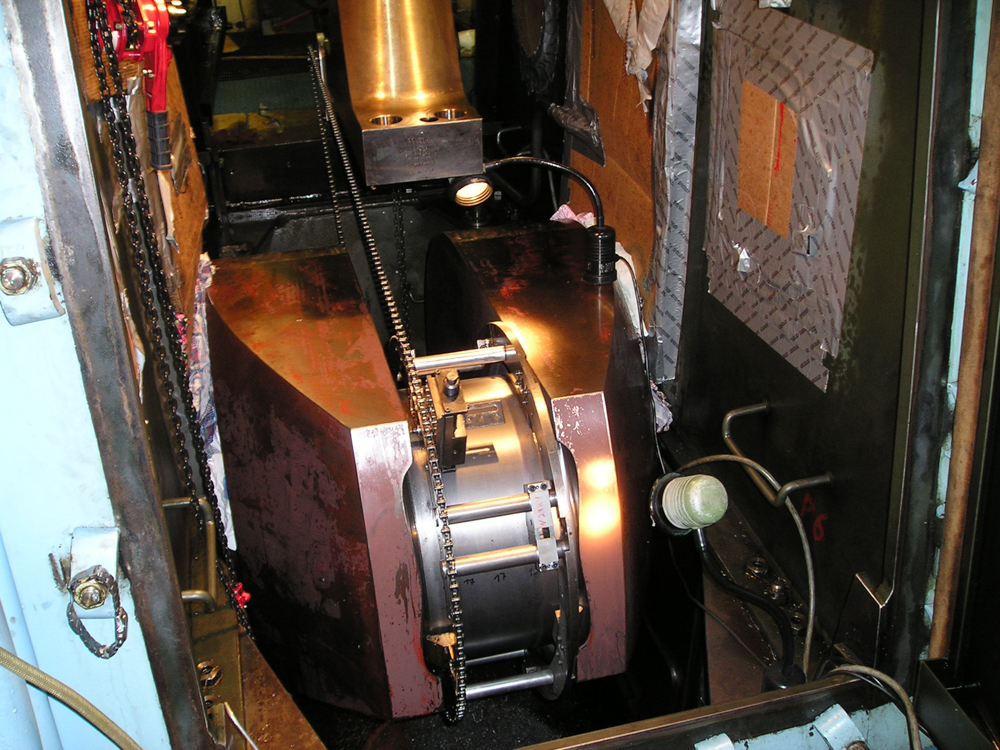
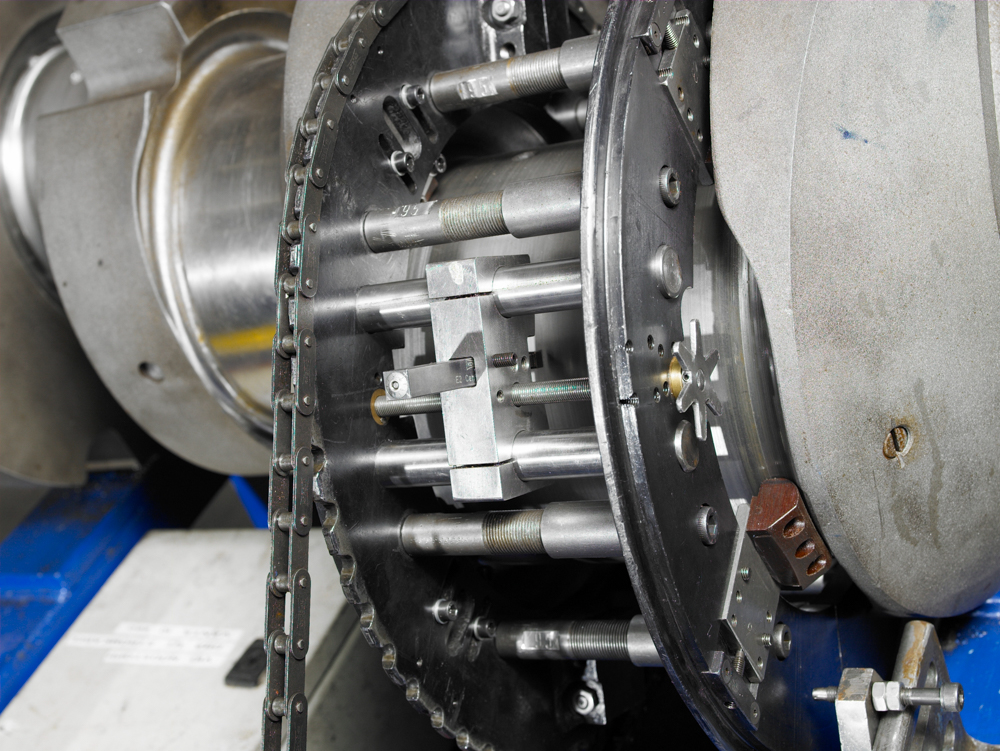
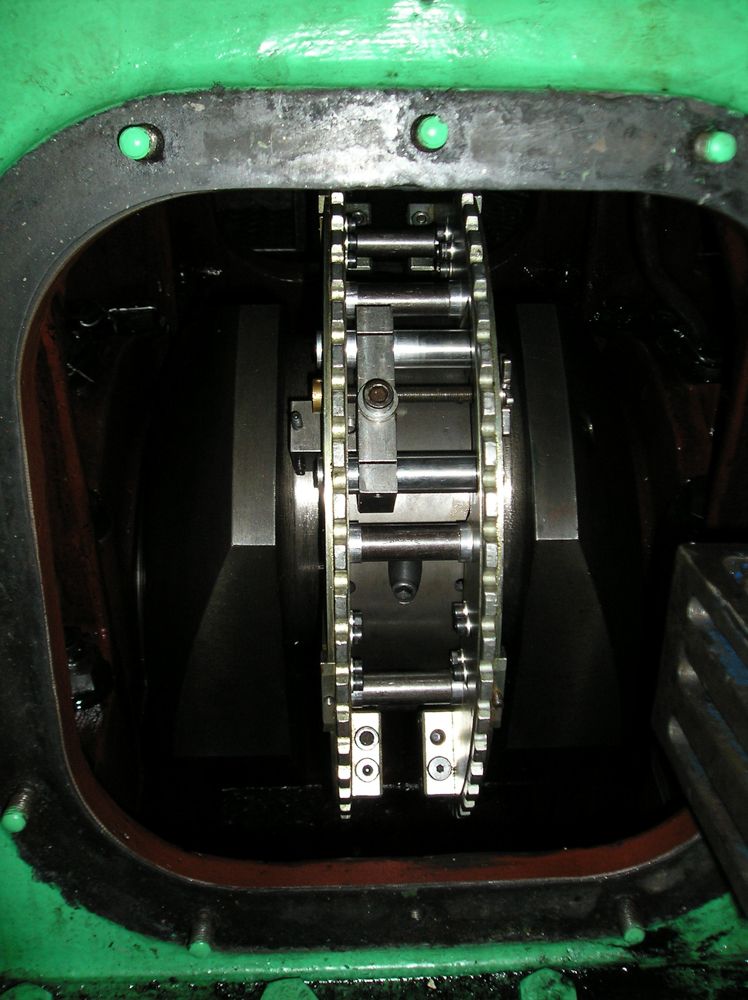
Obróbka czopów korbowych
Cała ponowna obróbka wałów korbowych jest wykonywana zgodnie z procesem „Obróbka czopów korbowych” firmy Metalock Engineering, a jej celem jest uzyskanie odpowiedniego wykończenia powierzchni, zgodnego z tolerancjami producenta silnika. Końcowa kontrola obejmuje sprawdzenie pod kątem cząstek magnetycznych, sprawdzenie twardości powierzchni, wymiarów, bicia, wykończenia powierzchni oraz odchylenia ramion wykorbienia.
Wszystkie odczyty są odnotowywane w rejestrach jakości przeznaczonych dla naszych klientów.