Obróbka mechaniczna na miejscu
W ciągu 27 lat pracy w trudnych warunkach huty stali, czopy te stają się poważnie zużyte i nierówne na dolnej połowie ich średnicy, co prowadzi do trudności w osiągnięciu płynności zalewania. Jednym z rozwiązań jest ich wymiana na solidne stalowe czopy, ale wydłużony czas dostawy i konieczność usunięcia całego wyłożenia ogniotrwałego, aby uzyskać dostęp do ponad 250 nitów o średnicy 38 mm i długości 300 mm, które mocują każdy czop do kadzi, wykluczają tę opcję. Należy wziąć pod uwagę poważne czynniki związane z kosztami i przestojami.
W hucie Corus w Port Talbot problem został rozwiązany przez przywrócenie oryginalnych średnic czopów przy użyciu technik obróbki na miejscu i pasowania skurczowego. Prace zostały wykonane przez firmę Metalock Engineering, która naprawiła już osiemnaście kadzi używanych w zakładzie. Czas przestoju kadzi nie wydłużył się, ponieważ naprawy zostały zaplanowane tak, aby zbiegały się z konserwacją wyłożenia ogniotrwałego kadzi.
Oprócz głównych czopów, po każdej stronie znajdują się dwa pomocnicze czopy boczne, które są używane do przechylania kadzi o 90 stopni, gdy znajdują się one w komorach konserwacyjnych, zazwyczaj w celu przeprowadzenia prac na wyłożeniach ogniotrwałych. Te elementy pomocnicze, które są przymocowane do przedłużenia czopu za pomocą przyspawanych płyt końcowych, również uległy zużyciu i wymagały wymiany.
Proces firmy Metalock
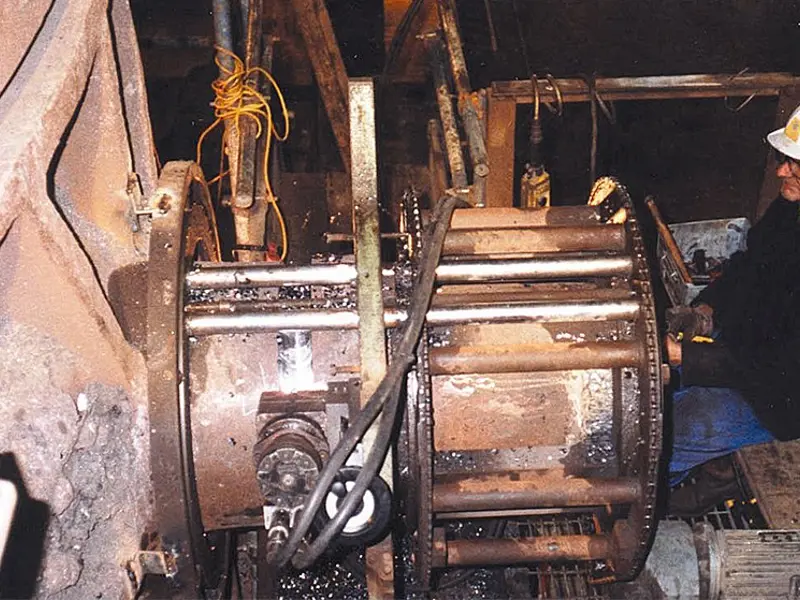
Sekwencja działań firmy Metalock rozpoczęła się od przecięcia płomieniowego przedniej płyty, trzymającej dwa pomocnicze czopy, i usunięcia spawów z obu płyt metodą cięcia łukowo-gazowego. Dzięki temu główny czop o średnicy 560 mm i jego końcówka o średnicy 406 mm pozostały wolne do obróbki. Następnie specjalnie zaprojektowana frezarka orbitalna została przymocowana przez uchwyt do końcówki czopa, a czop został wyfrezowany do średnicy 510 mm na całej długości 356 mm, pozostawiając 22 mm promień na wewnętrznym narożniku. Narzędzie do frezowania zostało zastąpione nożem tokarskim i czop został wykończony do średnicy 500 mm.
Następnie odwrócono uchwyt, aby umieścić go na nowo obrobionym czopie i zredukować średnicę jego końcówki z 406 mm do 400 mm. Po tym był on gotowy do zamontowania nowych płyt końcowych i czopów pomocniczych. Zanim jednak zostały one zamontowane, na czopie o średnicy 500 mm metodą pasowania skurczowego został nałożony pierścień ze stali EN14a o średnicy 570 mm, który został obrobiony do średnicy 560 mm.
Użycie frezowania orbitalnego do usunięcia materiału z głównego czopu oszczędza czas, a końcowa operacja toczenia pozwala uzyskać dobre wykończenie. Frezarka orbitalna jest napędzana przez silnik prądu stałego, który zapewnia zmienną prędkość, natomiast głowica frezarska jest napędzana przez silnik hydrauliczny.