Zdecydowano, że obróbka mechaniczna na miejscu będzie najbardziej opłacalnym sposobem dokonania niezbędnych modyfikacji obudowy.
Tradycyjny sposób modernizacji polega na wymianie istniejącego modułu wewnętrznego na taki z dodatkowymi rzędami łopat. Jednak ze względu na swoją konstrukcję obudowy tych turbin musiały zostać zmodyfikowane, aby móc dopasować większe tarcze wirnikowe. Zdecydowano, że obróbka mechaniczna na miejscu będzie najbardziej opłacalnym sposobem dokonania niezbędnych modyfikacji obudowy. Alternatywą byłby całkowity demontaż turbin, ale czas i koszty takiej operacji, a także wymogi BHP dotyczące azbestu wykluczyły taką możliwość. Firma Metalock Engineering miała odpowiedni sprzęt i doświadczenie potrzebne do wykonania skomplikowanej obróbki skrawaniem.
Firma została wezwana do omówienia najlepszego sposobu podejścia do obróbki obudowy w celu dopasowania większych zestawów łopat. Trzeba było obrobić różne powierzchnie i średnice, aby dopasować nowe tarcze wirnikowe. Tarcze wirnikowe składają się z 3 sekcji na każdej połowie. Jest to lustrzane odbicie wokół środka. W każdej turbinie jest więc 12 oddzielnych tarcz wirnikowych.
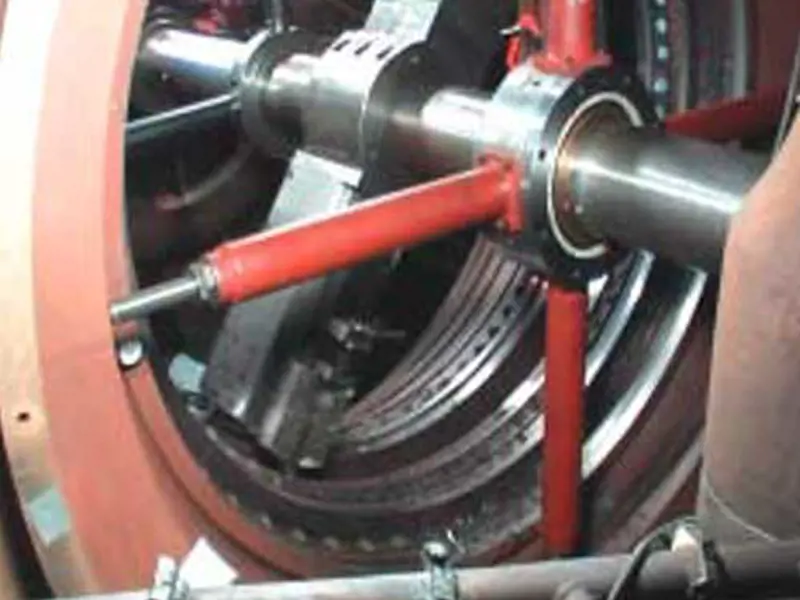
Aby zaoszczędzić czas, firma Metalock Engineering opracowała program obróbki dwóch obudów jednocześnie przy użyciu dwóch zaprojektowanych i wyprodukowanych przez siebie wytaczadeł o długości 6 metrów i średnicy 250 mm.
Aby zaoszczędzić czas, firma Metalock Engineering opracowała program obróbki dwóch obudów jednocześnie przy użyciu dwóch zaprojektowanych i wyprodukowanych przez siebie wytaczadeł o długości 6 metrów i średnicy 250 mm. Zostały one zgrubnie ustawione na miejscu wewnątrz dolnych obudów. Następnie górne obudowy zostały tymczasowo przykręcone, a wytaczadła ustawione na średnicach odniesienia na każdym końcu obudowy turbiny i zablokowane. Każde wytaczadło miało osobne przekładnie napędowe ustawione niezależnie od siebie. Zgodnie z wymogami w ramach obróbki mechanicznej należało osiągnąć ±0,5 mm dokładności na średnicach od 1900 mm do 3,5 metra oraz limity osiowe od ±0,2 mm do ±0,3 mm. Profil nowych statycznych tarcz wirnikowych wymagał wykonania okrągłego gniazda z precyzyjnie wyciętymi powierzchniami czołowymi, występami i fazowaniem. Po zakończeniu dwóch pierwszych obudów jedno z wytaczadeł zostało przeniesione do trzeciej maszyny i ustawione w celu powtórzenia operacji.
Używając zaprojektowanej przez Metalock specjalnie do tego celu wiertnicy mostkowej, wywiercono, nagwintowano i pogłębiono otwory w dolnym środkowym punkcie wszystkich gniazd łopat na tarczy, aby umożliwić dopasowanie promieniowych łączników ustalających i zapobiec obracaniu się stałych tarcz.
Taką technikę zastosowano po raz pierwszy, a poziom trudności był wysoki, ale firma Metalock Engineering była w stanie spełnić wszystkie wymagania, ku zadowoleniu innych stron.