A Drax é a maior central elétrica a carvão do Reino Unido com uma capacidade total de pouco menos de 4000 MW
A Drax é a maior central elétrica a carvão do Reino Unido com uma capacidade total de pouco menos de 4000 MW. Quando originalmente construída em 1974, tinha três turbinas de 660 MW e em 1986, foram acrescentadas mais três. Com o seu equipamento de dessulfuração dos gases de combustão, é a central a carvão mais limpa do Reino Unido e produz cerca de 7% da eletricidade do Reino Unido. É propriedade da Drax Group plc.
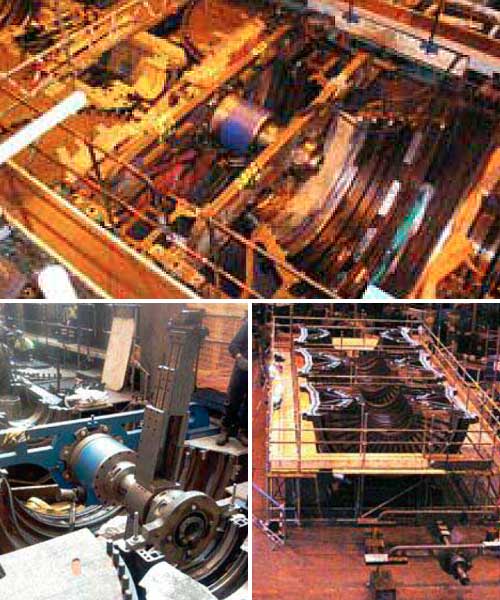
O âmbito de trabalho da Metalock para cada turbina, constituída por 3 cilindros de baixa pressão (LP) por turbina, envolveu:
- Aprofundamento das ranhuras existentes (apoios dos elementos portadores) nas filas 1 e 2, tanto nas metades superiores como nas inferiores do cárter em LP1, LP2 e LP3, para aceitar pás maiores nessa área da turbina.
- Também as áreas de exaustão foram maquinadas em LP1, LP2 e LP3 para proporcionar uma maior folga no cárter para que pás maiores pudessem ser instaladas nas extremidades da exaustão de cada LP.
- Para permitir a montagem de novos apoios, a Metalock abriu e roscou uma série de novos furos M56/M64 nos 6 pedestais do apoio.
Além disso, cada uma das posições dos diafragmas nos 3 cilindros de baixa pressão localizados a 0 graus no cárter superior e a 180 graus no cárter inferior foi perfurada, roscada e cavilhada para permitir a montagem de chavetas antirrotação. O trabalho de mandrilagem foi concluído utilizando a nossa perfuradora portátil de 250 mm de diâmetro construída propositadamente.