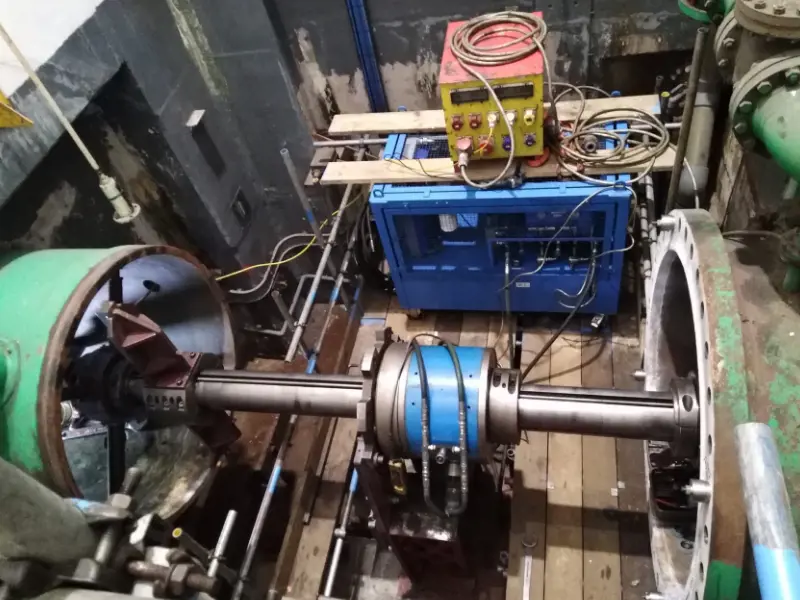
A Metalock montou uma barra de perfuração com 150 mm de diâmetro, que foi colocada entre as duas flanges correspondentes de uma grande NRV (válvula sem retorno), e pré-usinou os furos para proporcionar uma boa superfície para reparações de soldadura in situ. Quando a soldadura e os NDT (ensaios não destrutivos) estavam concluídos, a barra de perfuração foi novamente colocada e, em seguida, os furos foram novamente maquinados para as dimensões originais.
Faces da flange a serem maquinadas para acomodar uma nova válvula de entrada principal. O lado do fluxo ascendente foi maquinado interna e externamente para permitir a aplicação de uma sobreposição de aço inoxidável no tubo de entrada existente. Esta foi depois maquinada à medida do desenho para permitir a instalação das válvulas de substituição. A flange a jusante também foi maquinada para a folga correcta, utilizando a mesma máquina.