Já desde há vários anos que a Metalock Engineering tem vindo a recondicionar as faces da base inferior em prensas Minster em toda a Europa, Médio e Extremo Oriente.
A maioria das prensas de fazer latas em todo o mundo são feitas pela The Minster Machine Company sediada no Ohio, EUA. Já desde há vários anos que a Metalock Engineering tem vindo a recondicionar as faces da base inferior em prensas Minster em toda a Europa, Médio e Extremo Oriente. Estas máquinas funcionam 24 horas por dia durante todo o ano e uma prensa típica de 100 toneladas terá um comprimento da base inferior do molde de 1270 mm (50 pol.) até 760 mm de largura (30 pol.) ao qual o porta-moldes e o molde são aparafusados. Para assegurar que as dimensões de penetração necessárias sejam consistentemente atingidas, para que a anilha de abertura fácil funcione, a base inferior do molde deve estar paralela ao êmbolo superior móvel dentro de 0,040 mm (0,0015 pol.), tanto em comprimento como em largura. O material utilizado para tampas de lata tem uma espessura de 0,203 mm (0,008 pol.) a 0,229 mm (0,009 pol.) e, após a penetração, apenas 0,0762 mm (0,003 pol.) a 0,102 mm (0,004 pol.) ± 0,0152 mm (0,0006 pol.) permanece à volta da abertura estriada.
Mesmo que o porta-moldes e o molde estejam firmemente aparafusados à base inferior, a vibração constante e a pressão forte causam um movimento relativo ligeiro e corrosão por atrito, cuja prova é um depósito castanho-avermelhado de óxido de ferro quando as peças são separadas. Ao longo do tempo, esta corrosão afeta o paralelismo das faces das bases superior e inferior, sendo necessária retificá-las.
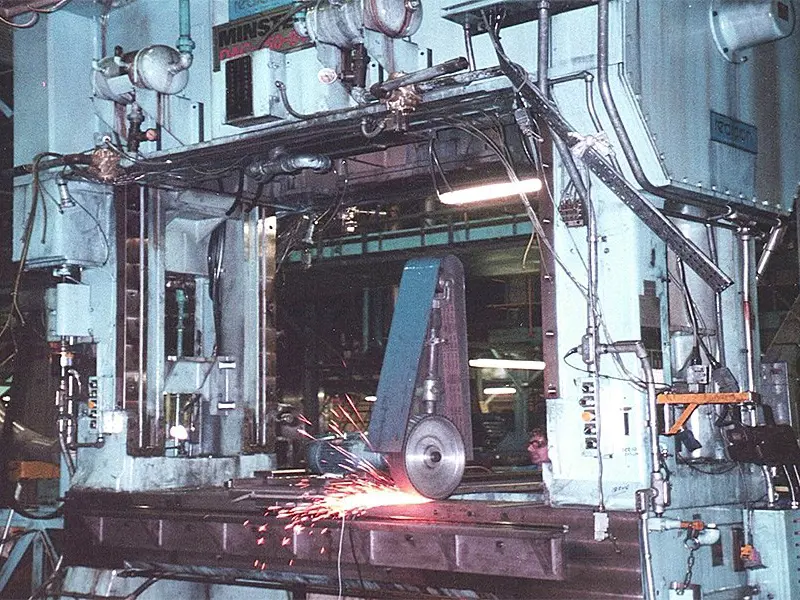
A Metalock desenvolveu um sistema especial com um carro móvel que é aparafusado às arestas da base inferior e, após um alinhamento preciso, facilita a retificação da superfície da base inferior. Normalmente, a remoção de até 15 milésimos de polegada é o necessário para restituir a planicidade e o paralelismo gerais dentro dos 0,040 mm (0,0015 pol.) necessários.
Recentemente, a Metalock realizou recondicionamentos em duas prensas de 100 toneladas para a Carnaud Metalbox em Carlisle, no Reino Unido. Embora as bases não sejam sempre raspadas, as máquinas CMB são revisadas anualmente. Nesta altura, as máquinas estavam a ser melhoradas com novos êmbolos, corrediças e porta-moldes, pelo que se aproveitou a oportunidade para voltar a retificar as bases e restituir as estruturas da prensa às condições o mais próximo possível das originais.