Foi decidido que a maquinagem "in situ" seria o meio mais rentável para conseguir obter as modificações do cárter necessárias
Uma forma tradicional de melhoramento retroativo é substituir o módulo interior existente por um com filas adicionais de lâminas. No entanto, devido ao desenho, estes cárteres de turbina tiveram de ser modificados para aceitar os porta-lâminas maiores. Foi decidido que a maquinagem "in situ" seria o meio mais rentável para conseguir obter as modificações do cárter necessárias. A alternativa teria sido desmantelar completamente as turbinas, mas o tempo e o custo, bem como os requisitos de saúde e segurança devido ao amianto, impediram-no. A Metalock Engineering tinha o tipo de equipamento e os conhecimentos especializados necessários para realizar o complexo trabalho de maquinagem.
A empresa foi mandada chamar para discussões sobre a melhor forma de abordar a tarefa de maquinar o cárter para aceitar conjuntos de lâminas maiores. Várias faces e diâmetros tiveram de ser maquinados para aceitar novos porta-lâminas. Os porta-lâminas são compostos por 3 secções por metade, simétricas em relação à linha central. Assim, há 12 porta-lâminas separados em cada turbina.
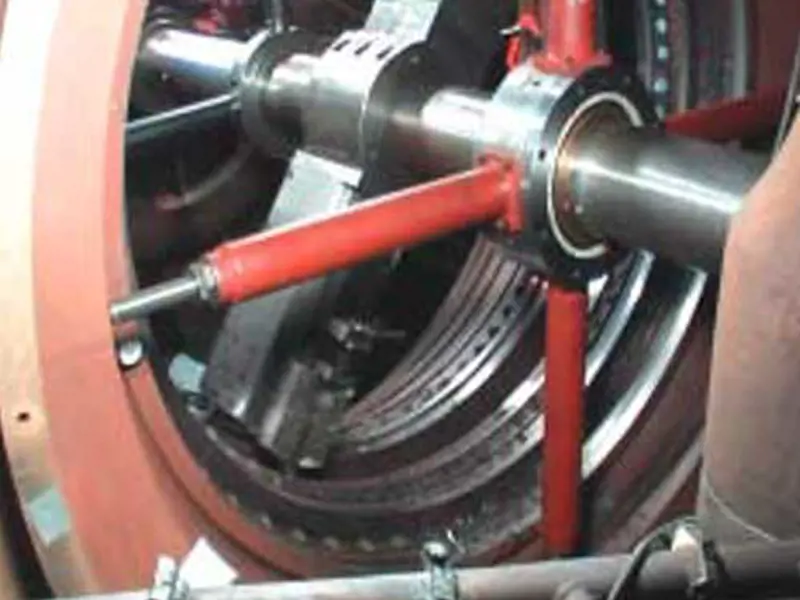
Para poupar tempo, a Metalock Engineering concebeu um programa para maquinar dois cárteres de cada vez utilizando duas barras de perfuração com 6 m de comprimento e 250 mm de diâmetro, desenhada e fabricada pela própria
Para poupar tempo, a Metalock Engineering concebeu um programa para maquinar dois cárteres de cada vez utilizando duas barras de perfuração com 6 m de comprimento e 250 mm de diâmetro, desenhada e fabricada pela própria. Estas foram posicionadas aproximadamente dentro dos cárteres inferiores. Os cárteres superiores foram então provisoriamente aparafusados e as barras de perfuração ajustadas em relação a diâmetros de referência em cada extremidade do cárter de baixa pressão e fixadas na sua posição. Cada barra de perfuração tinha caixas de engrenagem de acionamento separadas, ajustadas independentemente uma da outra. Os requisitos de maquinagem eram para se conseguir ±0,5 mm em diâmetros entre 1900 mm e 3,5 m e limites axiais de ±0,2 mm a ±0,3 mm. O perfil dos novos porta-lâminas estáticos exigia uma ranhura circular com faces, ombros e chanfros cortados com precisão. Após a conclusão dos dois cárteres iniciais, uma das barras de perfuração foi movida para a terceira máquina e montada para repetir o exercício.
Utilizando o equipamento de perfuração em ponte especialmente concebido pela Metalock, foram furados, roscados e escareados furos nas posições do ponto-morto inferior de todas as ranhuras porta-lâminas para aceitar chavetas de fixação radial e impedir que os portadores fixos girassem.
A técnica utilizada foi uma estreia e uma curva de aprendizagem substancial, mas a Metalock Engineering conseguiu alcançar o que era necessário, com satisfação para as outras partes.